| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 鑫中冶 |
| 产地 | 山东 |
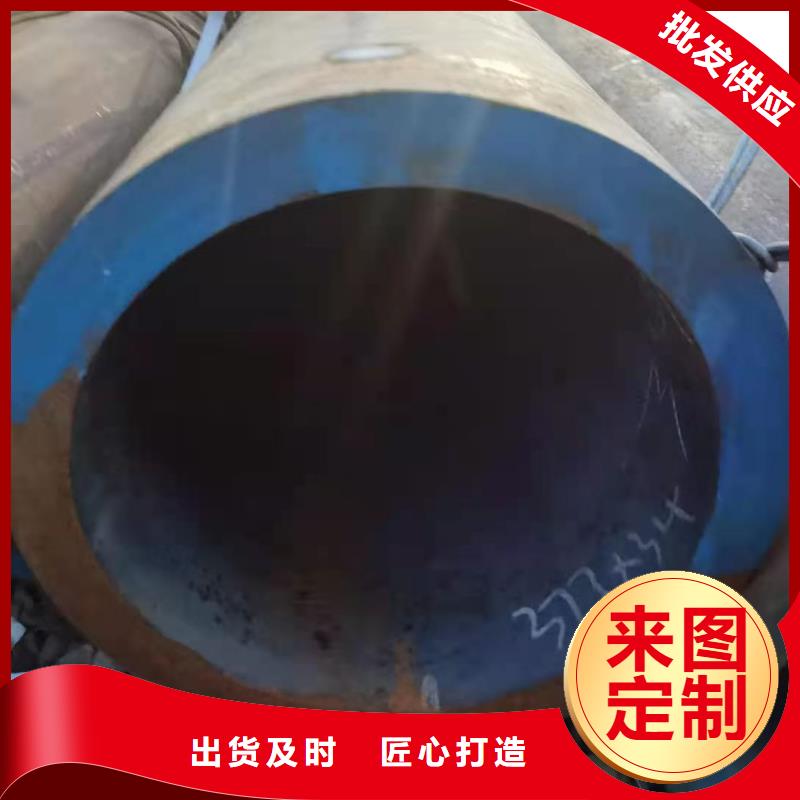
| 用途 | 机械加工,配套机件 |
| 销售范围 | 全国 |
| 联系方式 | 电话咨询 |



金海金属材料有限公司凭借着可靠的质量、低廉的价格和优良的信誉,以客户为本的生产宗旨, 用多样化的产品满足了客户不同层次,不同方面的需求,赢得了广大客户的一致好评。我们可以根据您的需求,为您的产品设计合理,美观的产品包装。真诚希望与各界新老朋友建立长期稳定、可靠的业务关系。您的需求就是我们的发展,让您满意是我们不懈的求,我们将以贴心的服务,更可靠的质量来回报您的支持,赢得您的信赖,欢迎来电垂询。深入细节,建立了质量管理体系,通过“自检、互检、专检”层层把关。从而在产品质量上得到了严格的保障!





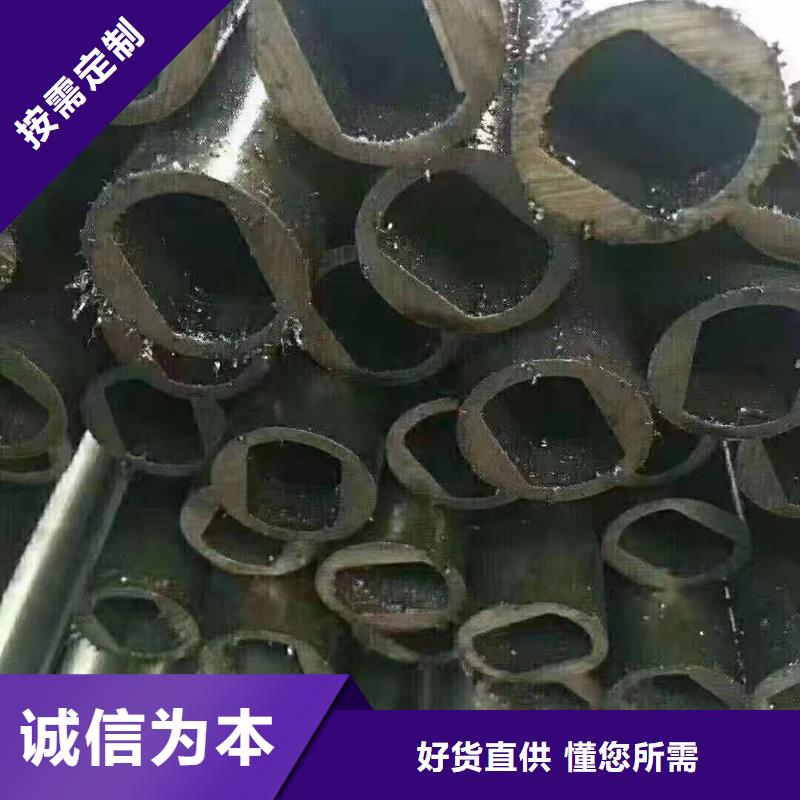
如何调控异形钢管高频感应圈的位置
影响异型管高频焊接质量的因素很多,今天我们就先为大家介绍一下如何调控高频感应圈的位置,它主要受以下六点因素影响:
(一)高频感应圈应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,方矩管,焊缝强度下降;反之,焊缝边缘加热不足,镀锌方管,挤压后使异型管成型不良;
(二)异型管坯的两个边缘在高频感应圈加热到焊接温度后,由挤压辊挤压形成共同的金属晶粒互相渗透、结晶,***终形成牢固的焊缝。若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂。若挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷;
(三)激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,方管,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制高频感应圈焊接温度的目的。对于低碳钢异型管,焊接温度控制在1250-1460℃,矩形方管,可满足管壁厚3-5mm焊透要求;