| 产品参数 | |
|---|---|
| 产品价格 | 1 |
| 发货期限 | 5-7天 |
| 供货总量 | 10000 |
| 运费说明 | 来电洽谈 |
| 最小起订 | 1 |
| 质量等级 | 优等 |
| 是否厂家 | 是 |
| 产品材质 | Q235 |
| 产品品牌 | 聚宜兴 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 可售卖地 | 全国各地 |
| 产品重量 | 过磅 |
| 产品颜色 | 灰色 蓝色 绿色 黑色 白色 |
| 适用领域 | 桥梁 景观 河道 市政 校园 乡村道路 郊区 |
| 是否进口 | 否否 |

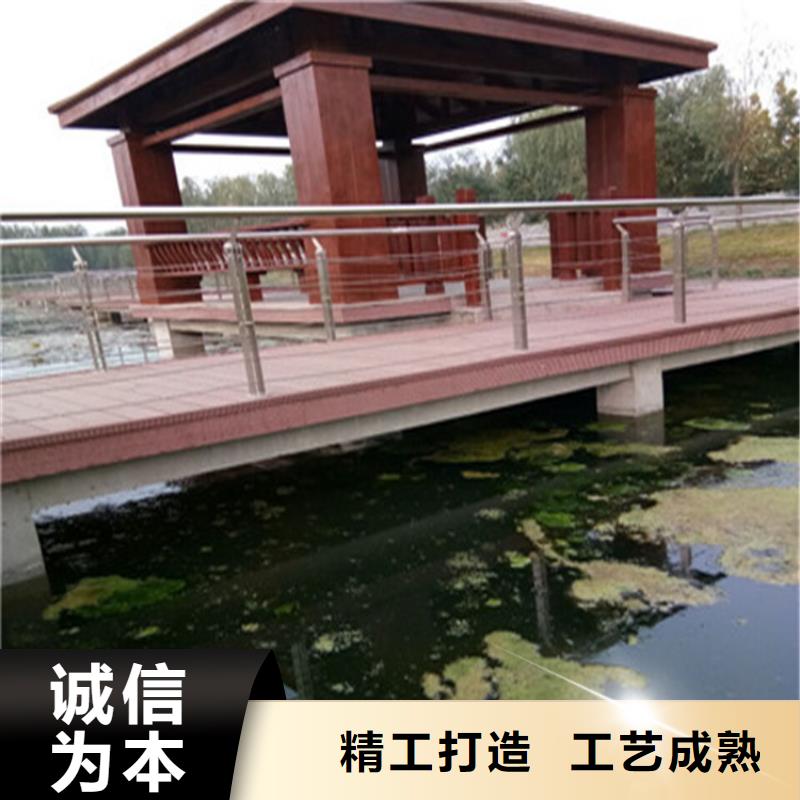
周口热镀锌桥梁护栏、周口本地
按结构分为梁式桥拱桥钢架桥缆索承重桥(斜拉桥和悬索桥)四中基本体系此外还有组合体系桥
按行车道位置分为上承式桥、周口本地中承式桥、周口本地下承式桥
按使用年限可分为性桥、周口本地半性桥、周口本地临时桥
按材料类型分为木桥、周口本地圬工桥、周口本地钢筋砼桥、周口本地预应力桥、周口本地钢桥 桥梁分类 多孔跨径总长L(米) 单孔跨径L0(米) 特大桥 L≥500 L0≥100
大桥 L≥100 L0≥40
中桥 30<L<100 20≤L0<40
小桥 8≤L≤30 5<L0<20
涵洞 L<8 L0<5
二、周口本地各类桥梁的基本特点:
梁式桥 包括简支板梁桥悬臂梁桥连续梁桥.其中简支板梁桥跨越能力小一般一跨在8-20m.连续梁桥国内跨径在200m以下国外已达240m.
拱桥 在竖向荷载作用下两端支承处产生竖向反力和水平推力正是水平推力大大减小了跨中弯矩使跨越能力增大.理论推算混凝土拱极限跨度在500m左右钢拱可达1200m.亦正是这个推力修建拱桥时需要良好的地质条件.
刚架桥 有T形刚架桥和连续刚构桥T形刚架桥主要缺点是桥面伸缩缝较多不利于高速行车.连续刚构主梁连续无缝行车平顺.施工时无体系转换.跨径我国已达270m(虎门大桥辅航道桥)
缆索承重桥(斜拉桥和悬索桥) 是建造跨度非常大的桥梁的设计.道路或铁路桥面靠钢缆吊在半空,缆索悬挂在桥塔之间。
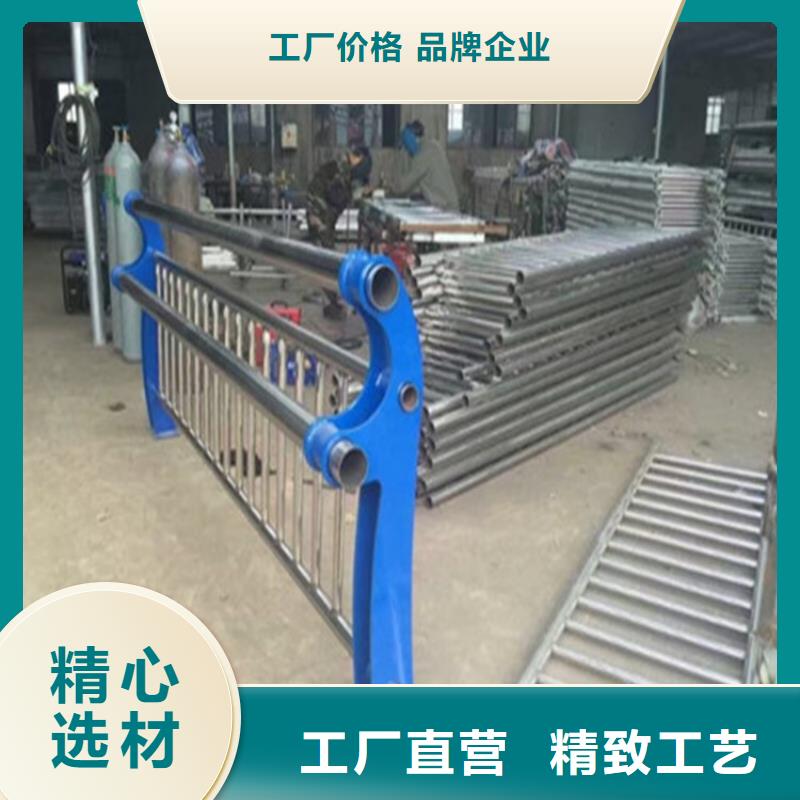
周口热镀锌桥梁护栏固定:分段预装检查无误,进行扶手与栏杆(栏板)上固定件,用木螺丝拧紧固定,固定间距控制在400mm以内,操作时应在固定点处,先将扶手料钻孔,再将木螺丝拧入,不得用锤子直接打入,螺帽达到平正.
3.2.5??整修:扶手折弯处如有不平顺,应用细木锉锉平找顺磨光,使其折角线清晰,坡角合适弯曲自然、断面一致,用木砂纸打光。
3。3??塑料扶手(聚氯乙烯扶手):
3.3。1??找位与划线:按设计要求及选配的塑料扶手料,核对扶手支承的固定件、坡度、尺寸规格、转角形状找位、划线确定每段转角折线点,直线段扶手长度.
3。3。2??弯头配制:一般塑料扶手,用扶手料割角配制。
3。3。3??连接预装:安装塑料扶手,应由每跑楼梯扶手栏杆(栏板)的上端,设扁钢,将扶手料固定槽插入支承件上,从上向下穿入,即可使扶手槽紧握扁钢.直线段与上下折弯线位置重合,拼合割制拆弯料相接。3。3。4??固定:塑料扶手主要靠扶手料槽插入支承扁钢件抱紧固定,折弯处与直线扶手端头加热压粘,也可用乳胶与扶手直线段粘接。
3。3。5??整修:粘结硬化后,折弯处用木锉锉手磨光整修平顺。
质量标准:
4.1??保证项目:
4。1。1??木扶手及弯头木料的树种、材质和含水率必须符合设计要求和《木结构工程施工及验收规范》(GBJ206—83)的规定。
4.1。2??塑料扶手选型应与支承件相符材质形状、尺寸应符合设计要求。
4.1。3??安装固定扶手的预埋件(木砖或铁件)必须牢固,无松动现象木扶手入墙处应做防腐处理.
4。2??基本项目:
周口热镀锌桥梁护栏风格的多样性和一致性。现在桥梁护栏的方案首要以简练和快速的风格,但这张相片组件的建模部分栏杆还能够灵敏多变的,所以它能够避免单谐和并能坚持栏杆的和谐,而且不影响桥的主体。周口目前钢板立柱定做价格市场观望多数,信心不足。库存方面,本周受调入增多但装运减少的双重影响,秦皇岛港口煤炭库存连日回升,在大秦线春检结束后港口库存逐步恢复正常。当前正值北方停止供暖、南方尚不炎热时期,全社会用电量处于淡季,煤炭消费低迷,钢板立柱定做价格库存与可用天数呈现增长态势。本周国内炼焦煤市场延续弱势震荡,虽多数企业成交情况较前期好转,但库存压力依然较大,优惠政策增减不一,个别地区成交价小幅下跌。节后焦价小幅上调对炼焦煤市场多有提振作用,钢板立柱定做价格仍旧面临较大的供需压力。 厂商看空态度明显,下游采购积极性明显减弱,钢坯价格也随之出现大幅走低现象。唐山钢坯经过两日的大跌,再度回到“解放前”,好在当前仓库内的坯子成本就在2050元左右,故当钢坯跌至2050元附近时,下行阻力开始加大。
周口热镀锌桥梁护栏Igrr"NuDZ ?
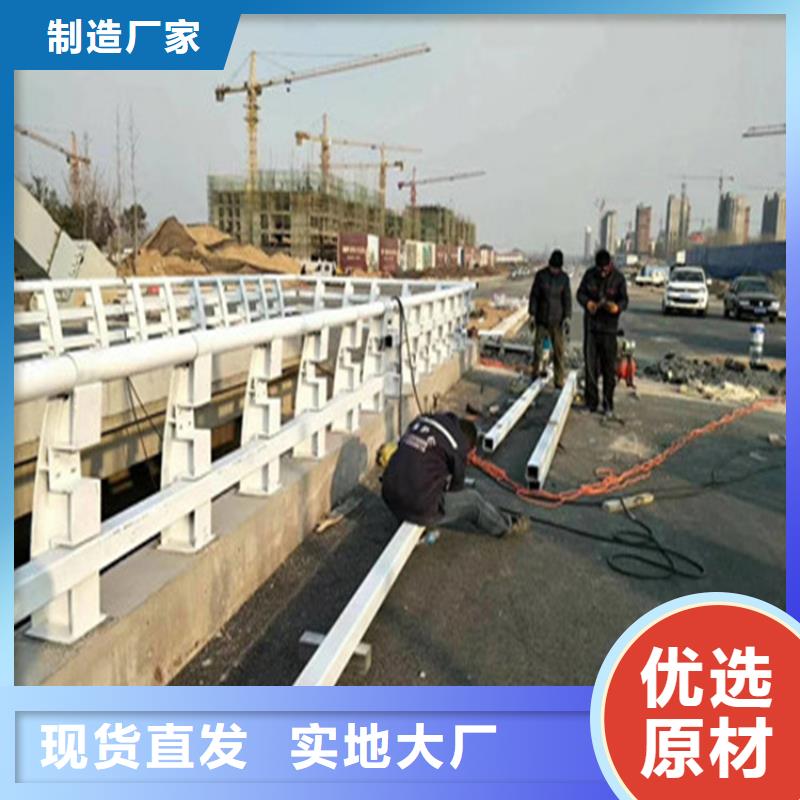
2)拼接时,H钢下用枕木垫平,是在地形平整场地用建筑线校对垂直度,将型钢拼接处用砂轮机或气割加工成坡口然后点焊成形,其焊道长100m。 Sjv_% C ¥ ?
3)焊工必须持有上岗操作证,并有多年的焊接工作经验。 M*mTd{Abi ?
5)施焊电流为180-250A,根据施焊情况,可适当调整焊接电流,使母材与焊条熔结。 Yn&g45m ?
6)控制焊接速度,使熔池中的气体完全逸出避免焊道气孔产生,而使焊缝厚度均匀一致。 :"{("!x ?
7)清渣,当整条焊道焊完后,需熔渣,如发生夹渣及裂纹需铲除重新焊接。 G LU7?2`t ?
8)为防止焊接变形,在施焊过程中采用对称焊或者逆反方向焊接,尽量缩短焊接时间拼接钢柱焊缝可采用间隔约40mm焊道长100mm进行施焊。