| 产品参数 | |
|---|---|
| 产品价格 | 1/吨 |
| 发货期限 | 3 |
| 供货总量 | 999 |
| 运费说明 | 电议 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 20 |
| 产品品牌 | 鞍钢 |
| 产品规格 | 6*1 |
| 发货城市 | 无锡 |
| 产品产地 | 无锡 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 899 |
| 厂家 | 无锡 |
| 规格 | 齐全 |






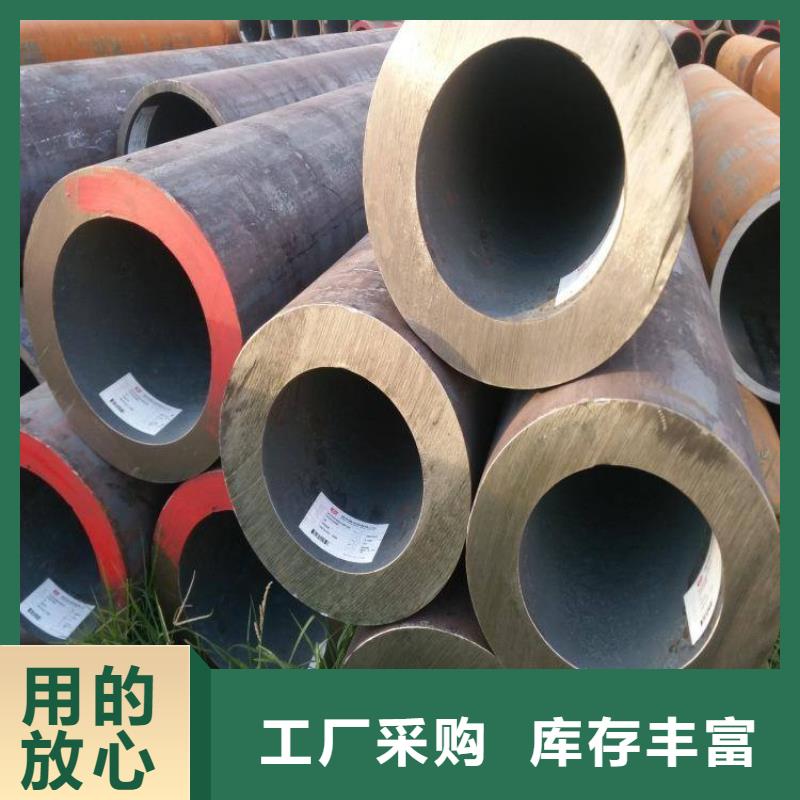
高压合金管各刚度量值的巨细,在工程设计中都是非常重要的参数。用其制造金属软管,它关系到装置和作业状况下的驱动力的巨细;对干波纹补偿器来讲,它关系到全部管系的刚度和固定支座的强度设计。假如高压合金管所接受的载荷是横向力或者是在轴向平而内的力矩,那么,它的作业特性就取决于抗弯刚度。为了确定其抗弯刚度值,把它波峰半圆弧和波谷半圆弧视为刚性接点,变杂乱的受力状况为简略的受力方式,以圆片翘曲理论为根底进行剖析。高压合金无缝管具有较高的抗压性,刚性较大,所以用于金属软管和波纹补偿器中能够减少丢失,添加效益。【1】减少高压合金管中渗氢的数量,必须尽量减少高强度/高硬度钢制T22高压合金管的酸洗,因为酸洗可加剧氢脆。在除锈和氧化皮时,尽量采用喷砂抛丸的方法,若洛氏硬度等于或大于HRC 32的高压合金管进行酸洗时,必须在制定酸洗工艺时确保T22高压合金管在酸中浸泡的时间***长不超过10分钟。并应尽量降低酸液的浓度,并保证零件在酸中浸泡的时间不超过10分钟;在除油时,采用清洗剂或溶剂除油等化学除油方式,渗氢量较少,若采用电化学除油,先阴极后阳极,高强度高压合金管不允许用阴极电解除油;在热处理时,严格控制甲醇和丙烷的滴注量;在电镀时,碱性镀液或高电流效率的镀液渗氢量较少。【2】采用低氢扩散性和低氢溶解度的镀涂层一般认为,在电镀Cr、Zn、Cd、Ni、Sn、Pb时,渗入钢件的氢容易残留下来,而Cu、Mo、Al、Ag、Au、W等高压合金管镀层具有低氢扩散性和低氢溶解度,渗氢较少。在满足产品技术条件要求的情况下,可采用不会造成渗氢的涂层,如机械镀锌或无铬锌铝涂层,不会发生氢脆,耐蚀性高,附着力好,且比电镀环保。
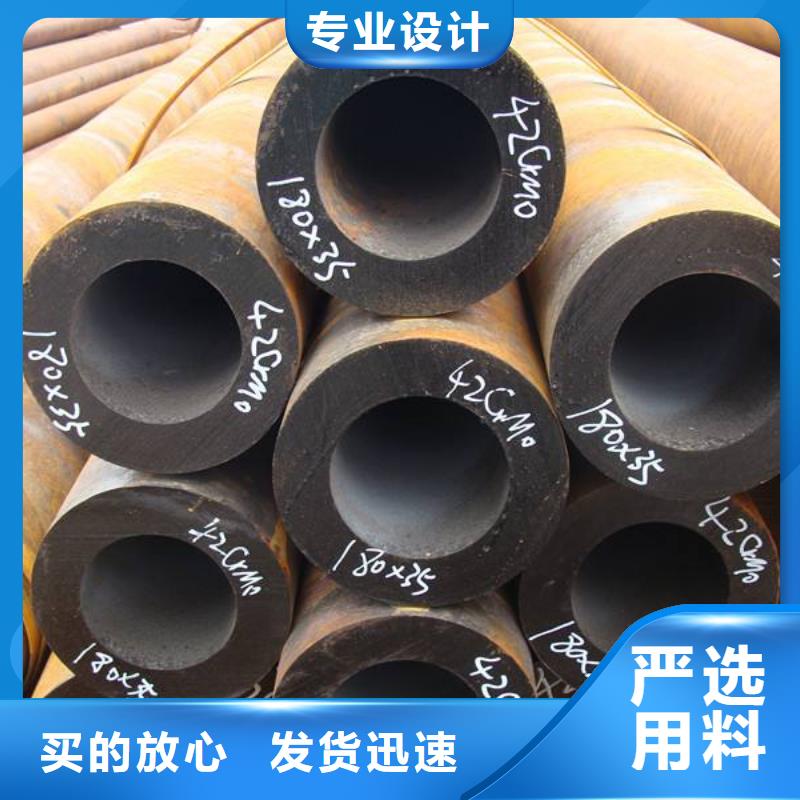
厚壁无缝管如果所选择的冷处理方式不正确,就会导致它的性能受到一定的影响,所以说在进行冷处理过程中必须要做好措施,可是大部分的人都不了解应该如何去做好这一些呢,其实主要的内容就在于下面这几点。 厚壁无缝管在冷处理之前,首先就应该把它放在沸水中熬煮30秒的时间,如此就能有效的大概15%左右的内应力,并且也可以让残余奥氏体达到了稳定的一种效果,接下来就可以按照常规的方式来进行冷处理,当然次建议是选择零下60度的常规处理,然后再进行零下120度的深冷,处理温度越低,厚壁厚壁无缝管,就会导致里面残余奥氏体快速的转变成马氏体量,但是不可能会完全的转变,在经过了实验之后就可以发现基本上都会有2%左右的残留,那么此时就需要把残余的奥氏体保留下来,能够达到一定的缓冲效果。
小口径厚壁无缝管是指外径小于630mm外径和壁厚之比小于20的钢管,目前小口径可达到3mm,壁厚小到1mm.。小口径厚壁钢管多用于双面埋弧焊生产工艺,产品经折弯、合缝、内焊、外焊、矫直、平头等多道工序,达到美国石油学会标准要求。大口径厚壁钢管多应用于大型的钢结构建设之中,做主体支撑部分,例如桥梁打桩、海底打桩、高层建筑打桩。材质一般选用20# 、Q345B。 生产工艺流程圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库主要用做石油地质钻探管、石油化工用的裂化管、锅炉管、轴承管以及汽车、拖拉机、航空用高精度结构管等。小口径厚壁钢管重量公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量) 
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。 一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。 热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。