以下是:PE穿线管质量源头抓起的产品参数
| 产品参数 |
|---|
| 产品价格 | 4 |
|---|
| 发货期限 | 含运费 |
|---|
| 供货总量 | 7892 |
|---|
| 运费说明 | 3天 |
|---|
| 规格 | 2000/盘 |
|---|
| 颜色 | 彩色 |
|---|
| 型号 | 40/33 |
|---|
| 原料 | 高密度聚乙烯 |
|---|
| 压力 | 1.0MPA |
|---|
| 应用领域 | 高速公路穿线 |
|---|
| 连接方式 | 硅芯管接头 |
|---|
| 敷设方法 | 地埋 |
|---|
PE穿线管质量源头抓起,润星电力管材有限公司为您提供PE穿线管质量源头抓起产品案例,联系人:王经理,电话:15006359263、15006359263,QQ:292543758,发货地:聊城塑料管材产业园发货到山东省 淄博市 淄川区、张店区、博山区、临淄区、周村区、桓台县、高青县、沂源县。 山东省,淄博市 淄博市,简称“淄”,齐国故都,山东省辖地级市,Ⅱ型大城市,国务院批复确定的山东区域性中心城市、现代工业城市,重要的石油化工基地。淄博地处中国华东地区、山东省中部,南接临沂,北接东营、滨州,东接潍坊,西接济南,位于黄河三角洲生态经济区、山东半岛蓝色经济区两大战略经济区与济南都市圈交汇处,是山东半岛城市群核心城市之一,三线城市。截至2023年,全市下辖5个区,3个县和3个功能区,总面积5965平方千米,建成区面积341.9平方千米。2022年末,淄博市常住人口470.59万人。
想要一睹PE穿线管质量源头抓起产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:PE穿线管质量源头抓起的图文介绍
润星电力管材有限公司坚持走 山东淄博PE塑钢缠绕管的高科技化道路,在技术、机制、管理上不断的持续改进和创新,使公司始终走在 山东淄博PE塑钢缠绕管市场的前沿。
企业宗旨:科技创新品 恒心塑品牌
质量方针:创新拼搏 诚信
服务宗旨:快速响应 服务至上
员工价值观:有企业才有自我,有奉献才有收获 有事业才有价值,有拼搏才有快乐
企训:创业难,需要百倍的付出 守业难,需要百倍的精心 拓业难,需要百倍的坚强


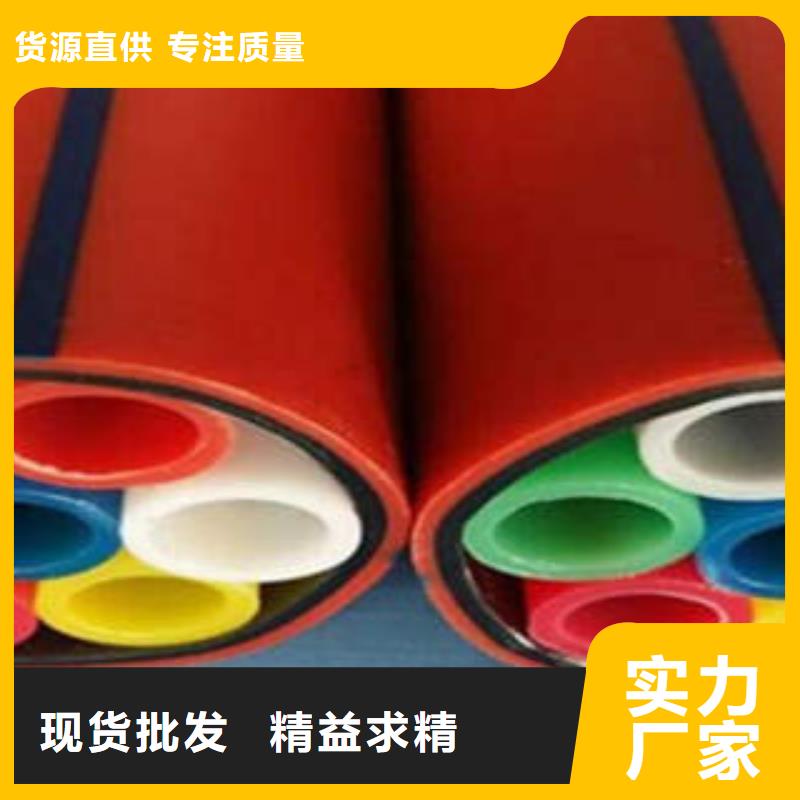
内外壁实体应平整、均匀、光滑,无塌陷、坑凹、孔洞、撕裂痕迹及杂质麻点等缺陷;截面无气泡、裂痕;硅芯管内壁紧密熔接、无脱开现象;外壁上产品标识完整、清楚。硅芯管连接头一般由连接壳体、密封圈和卡簧组成,壳体由连接螺管、螺帽组成。壳体和卡簧宜选用聚碳酸脂(PC)、聚丙烯(PC)、或工程塑料(ABS)注塑制成。橡胶密封圈性能:应具有高弹性能并且耐压、耐磨,耐酸、碱、盐等溶剂腐蚀,耐环境应力开裂,耐老化,连接螺管与配合螺帽的内外壁应光滑,无缺陷;两者螺旋配合良好,外壁有规格型号标志。硅芯管两端密封后,管内充气0.1MPa,24h后压力降低应不大于0.01MPa,应能满足不同工作气压的需要,具有承受2MPa压力的能力。
材料和设备的规格、型号、材质、质量应符合设计及有关产品标准的规定,必须是有生产许可证的专业制造厂生产,具有有效的质量证明文件,其质量应符合于 现行有关标准的规定,不合格的产品不得使用。硅芯管现场检验应符合以下要求,管材应具有材料测试中心的检测报告和合格,应检查所有硅芯管、接头件及其它相关材料的外包装并作好记录。应检查和清点所用硅芯管、接头件及其它相关材料的规格程式和数量,硅芯管管材附件、接头及密封塞等优质齐备。硅芯管管材的管身和管口不应有变形,接续配件齐全有效,套管(套箍)内径与插口外径应吻合。硅芯管的外型应均匀一致,无缺陷、无刮痕;管材内、外壁应光滑、平整、清洁,不允许有气泡、裂口和显著的凹陷、杂质等。
硅芯管色泽应均匀一致。硅芯管管口应光滑平直并与轴向垂直,内外壁熔结紧密,根据检验结果形成现场检验报告。人(手)孔的材料检验应符合以下要求:水泥及水泥制品使用前,要做水泥试块,检验合格后方可使用,水泥制品应逐个检验,不同规格的水泥制品严禁混合堆放。钢材、铁件的材质、规格及防锈处理等均应符合质量标准,不得出现锈片剥落或严重锈蚀、歪斜、扭曲、飞刺、断裂或破损。铁件的防锈处理和镀层应均匀完整、表面光洁、无脱落、无气泡等。光缆材料检验应按现行 标准YDJ44执行。路由复测应符合以下要求:核定管道的分段开沟、焊接起始点在路由中的具置,核定穿跨越点、输油(气)站和阀室、挡土墙、固定墩等特殊点在路由中的具置。
核定人(手)孔的建筑地点和建筑方式等,核定光缆(硅芯管)路由、敷设位置、硅芯管接头点位置、中间气吹或牵引光缆的位置和间距。光缆(硅芯管)配盘应符合以下要求:光缆(硅芯管)配盘应符合设计要求,应减少光缆(硅芯管)的接头数量,应将光缆接头配置在人(手)孔内。宜将硅芯管接头点设置在离路由殊点的位置10m以外,不宜将接头点安装在常年积水的洼地、水塘、河滩、堤坝内及管道设施、铁路、公路的路基下,宜将气吹点选择在便于施工、倒盘、吹放的地点。光缆(硅芯管)穿越地下管线及地下光(电)缆时应保护现有地下设施免受破坏。在特殊地段施工中,光缆(硅芯管)敷设严格按设计要求,施工中不应损坏管道防腐层和管道的跨越结构。光缆(硅芯管)沟槽的清理、开挖应符合下列要求:光缆(硅芯管)敷设前。

保证内壁光滑,管道输送损失比钢管要低30%。PE硅芯管的结构优良,硅芯管的硅芯层是通过高压均匀涂抹在HDPE地内壁,使得两者能够很好的融合为一个整体,没有内外层之分,不会被剥离。HDPE硅芯管的质量轻,安装方便,硅芯管的基体是HDPE合成树脂层,它的化学成分是HDPE,相对同类管材,质量只有十分之一,便于运输储存。PE硅芯管具有超过普通管材的强度、钢性和抗压性,能够很好的保护里面的硅芯层,具有类似于钢材的抗拉伸性。硅芯管的内壁采用固态的硅材料,具有非常好的阻燃性、绝缘性、抗腐蚀性和抗酸碱性,能够很好的保护里面的传输物质。硅芯管是一种新型复合管道,硅胶质固体润滑剂附着在内壁上起润滑作用和一定的密封作用。
性能稳定,耐腐蚀。在高速公路、铁路的光电缆通网络系统中,常常用到这种管道,提高了通的速度,保证了道路的。事实上只要是在光电缆通网络系统大都是用的这种管道。聚乙烯硅芯管挤出成型时,由于复合管用料的不同,则三台挤出机对挤出原料的塑化工艺温度也就各有不同。硅芯管外层和色标线用料是高密度聚乙烯,挤塑这两种原料的挤出机机筒各段温度控制与普通高密度聚乙烯管的挤出工艺温度控制相同。聚乙烯硅芯管的内衬管由于HDPE树脂掺有硅烷类润滑剂,则其挤出机机简各段工艺温度的控制赂有差别。机简的加料段温度100一125℃,塑化段为135—160℃,均化段温度为170一185℃。成型硅芯复合管用模具温度175—190℃。
硅芯管敷设前应确定硅芯管的排列顺序,以硅芯管的色谱来区分,防止多根硅芯管同时敷设出现交叉。PE硅芯管布放排列色谱全程应保持一致。铺设硅芯管的弯曲半径宜大于1米,小弯曲半径应不小于硅芯管外径的10倍。硅芯管在沟底摆放一定要平直,无明显连续多处的上下起伏及左右弯曲。硅芯管进出人孔可直接通过,如需在人孔内将硅管断开,硅管必须长出人孔墙壁30cm以上,硅管排列间隙应大于3cm,以方便将来吹缆机械与硅芯管的连接。PE硅芯管在敷设前必须检查外观是否完好,管塞有无脱落。硅芯管的端口必须密封,以免泥土等杂物进入管内。硅芯管连接处需保证有足够的重叠余量。人(手)孔内的硅芯管应固定在托架上,以便有足够的空间让施工人员操作。
PE硅芯管在一个段长内不应有接头。如因需要必须接头时,应尽量将接头安排在人(手)孔内;如因意外原因必须接头时,在接头处应设立明显标志,并在竣工图上标明该接头属于哪一根硅管和确切的位置,必要时可采用三角定标法标注。在处理接头时,接口处两端管口的断面必须保持平直、刺,并采用专用的配套密封接头件进行接续。PE硅芯管生产过程中挤出不顺畅,产品表面看起来不光滑。引起此类现象的主要问题是温度过低,可3-5℃逐步提高,达到所需的温度即可。PE硅芯管正常的生产过程中发现生产的产品表面有滑痕。HDPE硅芯管出现此现象的原因可能有两种,一是原材料太潮湿引起的产出表面有气泡而高出表面,在通过定型换套时,就会产生均匀伤疤也就是我们看到的滑痕。


HDPE硅芯管是一种内壁带有硅胶质固体润滑剂的新式复合管道,简称硅管。2013中国通用HDPE硅芯管市场调查报告,多年来对通用HDPE硅芯管产品的研究,结合通用HDPE硅芯管产品历年供需关系变化规律、产品消费结构、应用领域、市场发展环境、相关政策扶持等,对通用HDPE硅芯管产品内的企业群体进行了深入的调查与研究,采用定量及定性的科学研究方法撰写而成。硅芯管外观高密度聚乙烯HDPE硅芯管内外壁应清洁、光滑,不允许有气泡、明显的划伤、凹陷、杂质、颜色不均等缺陷。硅芯管应用领域:室外通电缆和光缆的管道系统,公共息网络、公共传输系统、有线电视网络及高速公路通讯等工程建设。硅芯管端头应切割平整。
并与管轴线垂直,内壁应紧密熔接、无开脱现象。管材外壁标示清楚。生产成品是HDPE硅芯管工艺流程的重要一环.成品质量的好坏于掌握技术的高低是相连的。机械三大要素:温度、速度和电流、压力的大小,第温度要明确了解原材料所需要的温度是多少?HDPE的温度是200℃-240℃,LDPE的温度是180℃—250℃,LLDPE的温度是180℃—240℃。为了产品具有耐应力开裂性好、耐低温冲击性好提高断裂伸长率%数值,HDPE原料中可加入10-20%LDPE和LLDPE来保证落锤冲击性能实验结果。在正常工作中总结出的实践结论:如果一般从产品表面来看,如不光滑,挤出不畅通就是温度过低、可3-5℃逐步提高,达到所需的温度即可。
如果出的产品自然增大,并且有发泡现象存在,那就是温度过高,随时可降低温度,等到调节的温度达到所需的温度在重新挤出,在正常工作中发现产品表面有滑痕,问题就出现在温度过高。原材料太潮湿而产出的表面有气泡而高出表面,通过定型换套时,产出的均匀伤疤,问题的解决办法就是原材料进行烘干,增加消泡材料,但多不能超过5%的用量。硅芯管生产速度分为主机速度和牵引速度。主机速度和牵引速度成反比,厚度就越厚。主机速度设一定转速后不变,加快牵引速度就变薄。硅芯管生产设备的压力主要就是真空压力一般控制在0.3-0.4Mpa之间, 保持一定的水位。一切准备工作做好后,进行几何尺寸测量,按照标准误差尺寸达到要求可正式批量生产。
另一类如果产非标产品两头壁厚,中间薄可按公式来解决:“牵引速度=原来壁厚×原来的牵引速度/所要的厚度”即可。当班操作人必须每卷头尾采样填报检单,待质检部门进行检验,检验后依据存档。产品合格后凭质检部门的合格计入工资考核,转入下道工序。HDPE硅芯管成品生产是HDPE硅芯管生产过程中重要的一个环节,也是问题较多的一个环节,HDPE硅芯管专业生产厂家总结多年生产经验,将在生产过程中常见问题及解决方法列举如下。HDPE硅芯管成品生产过程中挤出不顺畅,产品表面看起来不光滑。引起此类现象的主要问题是温度过低,可3-5℃逐步提高,达到所需的温度即可。在正常的生产过程中发现生产的产品表面有滑痕。HDPE硅芯管出现此现象的原因可能有两种。



您是想要在山东省淄博市采购高质量的PE穿线管质量源头抓起产品吗?润星电力管材有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的PE穿线管质量源头抓起产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:王经理-15006359263,QQ:292543758,地址:《塑料管材产业园》。