| 产品参数 | |
|---|---|
| 产品价格 | 15500-268900元/台 |
| 发货期限 | 30天 |
| 供货总量 | 50台 |
| 运费说明 | 供方承担(新疆、西藏除外) |
| 最小起订 | 1台 |
| 质量等级 | A级 |
| 是否厂家 | 源头厂家 |
| 产品材质 | 冷轧钢板 |
| 产品品牌 | 宇锋 |
| 产品规格 | 6800*7500*3520MM |
| 发货城市 | 镇江 |
| 产品产地 | 江苏、浙江 |
| 加工定制 | 来图定制 |
| 产品型号 | YF-QLJHZB5422 |
| 可售卖地 | 全球 |
| 产品重量 | 5628KG |
| 产品颜色 | 白色、蓝色 |
| 质保时间 | 10年 |
| 外形尺寸 | 6800*7500*3520MM |
| 适用领域 | 发电厂、热电厂、新能源 |
| 是否进口 | 国产品牌 |
| 质量认证 | ISO9001 |
| 产品功率 | 300W |
| 工作温度 | 常温 |
| 汽轮机化妆板隔音层 | 10MM |
| 汽轮机化妆板板材 | 1.5MM |




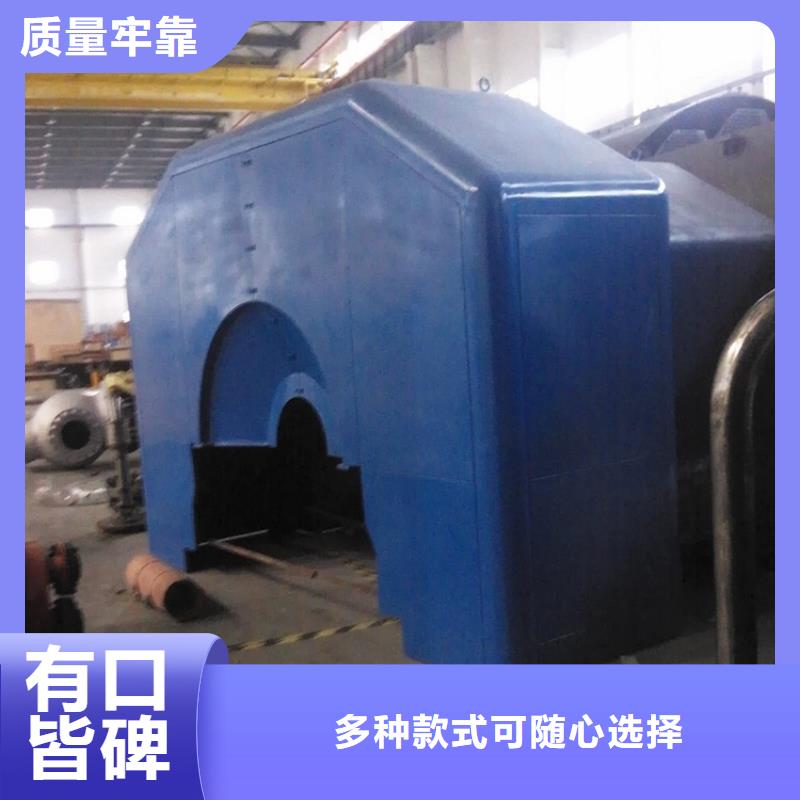
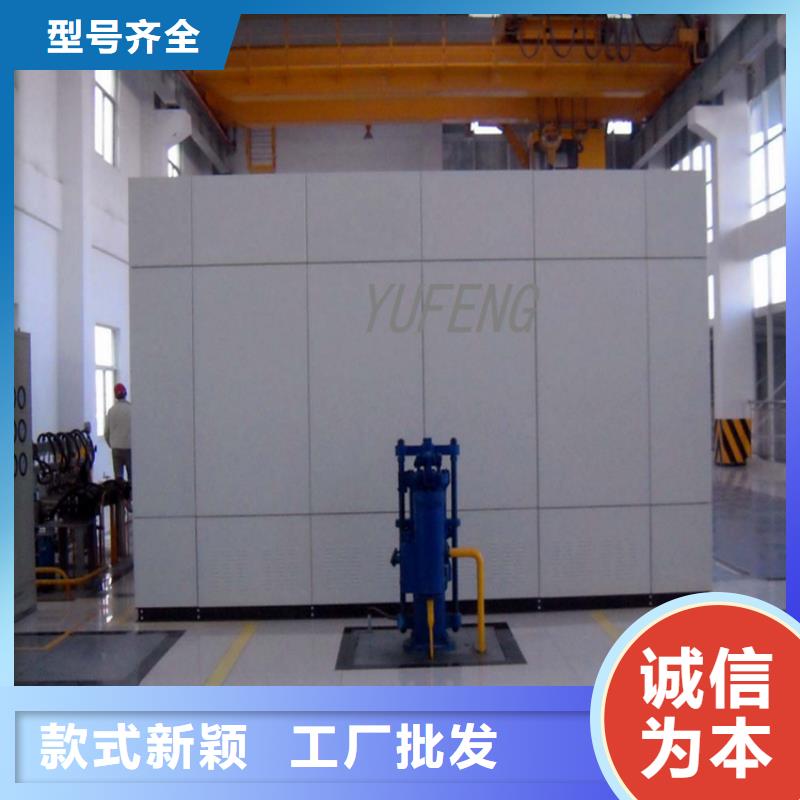
一、玉溪汽轮机化妆板、车衣、罩壳、隔音罩壳、消音罩壳可以用在哪里?
1、小区隔音罩壳、消音罩壳:有些小区紧邻马路,会受车辆噪音影响,这种情况适合建立隔音罩壳、消音罩壳来降噪,但要考虑与噪声源距离,并要考虑楼层高度等。
2、工厂隔音罩壳、消音罩壳:有很多工厂在生产中会产生很大噪音,就有很多工厂会安装上隔音罩壳、消音罩壳来降噪。如车间里有很多高噪音的大型机械设备,有些设备能泄出易燃气体而要求防爆,有些设备需要散热,且换气量很大,以及操作和维修不便等情况下,可采用隔音罩壳、消音罩壳来降低接受点的噪音。
3、公路隔音罩壳、消音罩壳:这是采用多,同时也是效果非常好的一个。在经济飞速发展的今天,高速路越来越多,带来方便的同时也要考虑好环保这一方面。所以安装隔音罩壳、消音罩壳降噪越来越多的被应用到高速公路上。
二、玉溪汽轮机化妆板、车衣、罩壳隔音罩壳、消音罩壳如何安装
1、一定要对施工的现场进行清理,保证现场无杂乱物品,对混凝土防撞墙面层上的杂物进行彻底清理;对锚固在混凝土防撞墙内的高强度化学锚栓进行检查和整修,并在锚栓螺纹处采取防腐蚀措施。
2、安装固定立柱,选好位置精准柱孔将隔音罩壳、消音罩壳H型钢立柱组合件(H型钢、法兰底版、内筋板、外筋板焊接而成)吊装到锚固在混凝土防撞墙中的高强度化学锚栓上,调整H型钢立柱的位置、高度、垂直度及立柱与立柱之间的间距,用M20螺母收紧固定。保证立柱安装结束后与地面保持垂直。
3、玉溪汽轮机化妆板、车衣、罩壳隔音罩壳、消音罩壳屏体的安装,隔音罩壳、消音罩壳H型钢立柱在混凝土防撞墙上正确安装后,利用吊机或脚手架将百叶窗吸隔声屏体或透明隔声屏体起吊离地少许,加上辅助吊带,将百叶窗吸隔声屏体或透明隔声屏体慢慢放下,让产品的两端嵌入H型钢立柱的凹槽中并沿凹槽下吊到适当高度,拆卸辅助吊带并将产品下吊到终高度,调整百叶窗吸隔声屏体或透明隔声屏体到终位置,调整弹簧片的强度使屏体固定。检查有无缝隙,保证紧密贴合。
4、 安装结束后检查隔音罩壳、消音罩壳各个部分,是否有缝隙等问题。并在施工过程中,时刻注意问题,因为部分施工需要人员高空作业,一定在施工期间时刻注意。

中国玉溪汽轮机化妆板、车衣、罩壳、隔音工程整体质量要求。
1、 玉溪汽轮机化妆板、车衣、罩壳工程完成后总体质量符合 标准、行业标准或企业标准,并达到本协议约定要求;
2、 玉溪汽轮机化妆板、车衣、罩壳温度在环境温度不超25℃时罩壳应不超过50℃,超过25℃时,其外表面温度与环境温度之差不超过25℃。
3、 耐腐蚀符合GB2086-2006标准,保证不会变色、变形;
4、 安装固定牢固可靠;
5、 布局合理,紧密,平齐,美观;
6、 玉溪隔音噪音要有明显降低,确保噪音降低10-15分贝,。
现机组的噪音在100dB(A)左右,隔音罩安装完后,在该机组单独运行时,隔音罩壳外部噪音降低至90dB(A)。采取用同一噪音计测量.测量点:罩壳内部高度为1米左右,罩壳外部为高度1米,离罩壳1米远。

一、 玉溪汽轮机化妆板、车衣、罩壳、隔音罩壳所供材料要求
1、 所有材料均为全新物料,质量符合 标准、行业标准或企业标准,并达到本协议约定要求;
2、 材料全新冷轧钢板框架为全新槽钢,隔音隔热材料为玻璃棉厚度10cm。本协议未明确要求的本工程用到的其它所有材料,其性能及配置均不得低于行业标准;
3、 施工时所用材料材质与所提供样品不一致,且乙方解释或证明不能令甲方信服时,甲方有权利认为对方违约;
4、 因鉴定材质所发生的费用,如材质完全达到本协议要求,双方平摊,否则由乙方负责;乙方在加工前应当提前通知甲方,由甲方人员到现场进行监督。
5、 焊接时焊条或焊丝应选用适合于所焊接材质要求,.焊口应光滑无明显缺陷,焊接应牢固美观;
6、 玉溪汽轮机化妆板、车衣、罩壳填料所用隔音隔热材料必须为耐火材料并符合 标准GB/T-23294-2009;
7、 质保期内不能发生锈蚀情况,外板油漆厚度符合JB/T429标准;

玉溪汽轮机化妆板、车衣、罩壳钢网架结构球节点形式分为焊接球和螺栓球两种,螺栓球采用高强螺栓紧固连接,焊接球则采用的是现场焊缝连接。
球节点深化设计时注意的主要有以下几点:
(1)玉溪汽轮机化妆板、车衣、罩壳螺栓球节点配件各生产厂家之间有所不同,在深化前应取得配件数据。
(2)螺栓球节点中钢球、高强螺栓、套筒、紧固螺钉、锥头或封板的材料应符合设计和规范的要求。
(3)螺栓球节点中高强螺栓的等级应根据规格分别选用。
(4)螺栓球的直径应保证相邻螺栓在球体内不相碰并应满足套筒接触面的要求。
(5)螺栓球节点中杆件端部的锥头或封板采用焊接连接,连接焊缝的承载力应不低于连接钢管;锥头截面和封板厚度均应按实际受力大小计算确定。
(6)焊接球一般是由两个半球焊接而成的空心球,需要根据受力大小确定是否设置加劲肋。
(7)焊接球的外径与壁厚之比、球外径与主钢管外径之比、球壁厚与主钢管壁厚之比需要满足规范规定:球外径与壁厚之比宜取25~45,球外径与主钢管外径之比宜取2.4~3.0,球壁厚与主钢管壁厚之比宜取1.5~2.0且球壁厚不宜小于4mm。
(8)焊接球与钢管连接应采用坡口焊缝,钢管与球之间应留有间隙以保证焊缝焊透达到与钢管等强。
(9)玉溪汽轮机化妆板、车衣、罩壳焊接球节点连接杆件数量过多时,为减少球直径允许部分杆件交汇,但应符合规范规定的构造要求:所有汇交杆件的轴线必须通过球中心线;两杆汇交时,截面积大的杆件必须全截面焊在球上(两杆截面积相等时,取受拉杆),另一杆坡口焊在相汇交杆上,但应保证有3/4截面焊在球上,并应按要求设置加劲肋;受力大的杆件,可按要求设置支托板。