| 产品参数 | |
|---|---|
| 产品价格 | 3.25/米 |
| 发货期限 | 3天 |
| 供货总量 | 10000 |
| 运费说明 | 汽运 |
| 最小起订 | 100 |
| 质量等级 | 国标 |
| 是否厂家 | 是 |
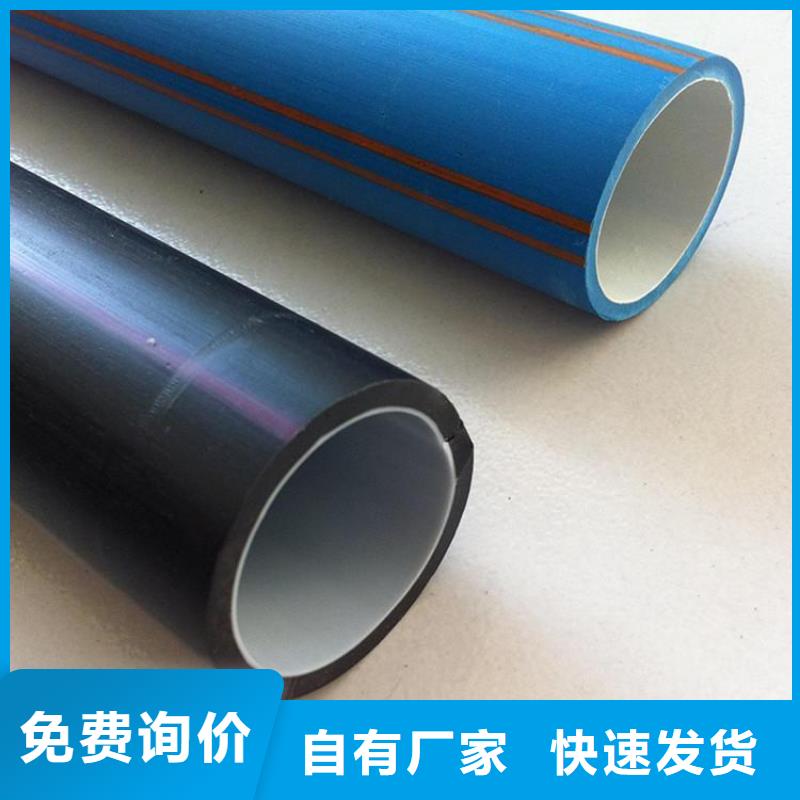
| 产品材质 | 高密度聚乙烯 |
| 产品品牌 | 润星 |
| 产品规格 | 40/33 |
| 发货城市 | 山东聊城 |
| 产品产地 | 山东聊城 |
| 加工定制 | 否 |
| 产品型号 | 40/33 |
| 可售卖地 | 全国 |
| 产品重量 | 0.41 |
| 产品颜色 | 彩色 |
| 质保时间 | 三年 |
| 外形尺寸 | 盘管 |
| 适用领域 | 电力通信 |
| 是否进口 | 否 |
| 质量认证 | 国标 |
| 产品功率 | 45KW |
| 工作温度 | 45℃ |
| 定长 | 2000米 |
| 外径 | 40 |
| 内径 | 33 |
 德州采购硅芯管必看-价格低
<德州>润星电力管材有限公司
德州采购硅芯管必看-价格低
<德州>润星电力管材有限公司
德州PE硅芯管牵引过程中,施工队伍须听从指挥,若光缆过长(如超过800m)或管道拐弯夹角小于150°或地形复杂等特殊情况不能一次牵引时,应分段从中间往两头牵引穿放,即牵引到拐弯处或一定长度由入孔出倒“∞”字,然后将“∞”字翻面,让光缆端头移到外侧,继续布放,一端布放完后,从牵引头入孔往缆盘方向沿孔壁一个一个入孔预留,另一端从缆盘上倒“∞’字下地再放另一端,放完后,从缆盘入孔往牵引头方向预留,无接头的入孔内光缆进入对方管孔时,注意不能崩紧,应留有一定余量。德州PE硅芯管PE硅芯管布放完成后,应沿管壁放置在托架上并挂上标志牌,入孔内拐弯处光缆的弯曲半径应大于30cm,有接头的入孔光缆预留每端为10~15m为宜,应将光缆头用塑料胶带包好,并盘圈套后放置在托架上,端头不得泡在水中,各入孔中的光缆要用塑料套管剖开套上光缆然后用胶带缠好,避免鼠害和其它损伤。

德州HDPE硅芯管生产过程中壁厚应该怎么控制?特别是非标产品的壁厚问题。解决方法:HDPE硅芯管的壁厚一般是由主机速度和牵引速度来共同决定的。主机速度和牵引速度成反比,也就是主机速度快,牵引速度慢,这样厚度就越厚。而主机速度如果是固定值,那牵引速度越快,壁厚就越薄。在生产两端厚度比较厚,中间厚度比较薄的非标产品时,速度的设定可按照公式 牵引速度=原来壁厚×原来的牵引速度/所要的厚度 来设定即可。PE硅芯管生产过程中压力怎么设定?多少 ?解决方法:德州HDPE硅芯管的生产过程中压力主要就是真空压力一般控制在0.3-0.4Mpa之间就可以了, 保持一定的水位。德州HDPE硅芯管产品受到南水北调中线工程的青睐,结合亮诚塑业多年的德州HDPE硅芯管生产施工经验以及在南水北调中线工程中的实地施工情况,亮诚塑业技术部对南水北调中线工程德州HDPE硅芯管施工方法做了如下总结。埋设通讯管道是南水北调中线工程中通讯基础设施施工的重要部分,全长约150万米。其中,内穿光缆的硅芯管是实现检测闸站与各级管理机构之间的通讯光缆运行的主要保护措施。南水北调中线有3 个通信监测站,沿渠道两侧巡渠路及倒虹吸顶部两侧全长度埋设保护连接光缆的硅芯管,埋设方式为左2 右4,埋设分为渠道沿线挖掘埋设和建筑物段非开挖埋设方式。
在德州HDPE硅芯管的敷设施工过程是整个硅芯管施工过程中为重要也为繁琐的一个环节,共包括路由复测、明沟敷设及其注意事项、管道连接以及硅芯管的相关保护措施等步骤。路由复测:根据设计,对所需敷设硅芯管的路由进行复测,核实地面长度,路由上各种障碍点的位置、德州硅芯管接头位置、人(手)孔位置及间距等。依据设计及复测数据进行敷设前的硅芯管配盘。配盘主要考虑硅芯管接头点不要落在以下地点:管道、水塘、河滩中、堤坝上、铁路、公路路基下等。确定硅芯管分屯地点。确定施工方案及有关保护处理措施.德州硅芯管放入明沟时,硅芯管要从轴盘上方出盘入沟。固定拖车法:先将硅芯管外端从盘上取出,并转动轴盘,抬起硅芯管沿管沟方向前进,待整盘硅芯管全部从盘上放完,将硅芯管由始端开始顺序向前放入沟内。此方法可多根硅芯管同时进行,但要求必须具有足够的人力保证。
德州HDPE硅芯管成品生产是HDPE硅芯管生产过程中重要的一个环节,也是问题较多的一个环节,德州HDPE硅芯管专业生产厂家湖北亮诚塑业总结多年生产经验,将在生产过程中常见问题及解决方法列举如下,希望对朋友们有所帮助,若有不周之处,还请各位专家朋友不吝批评指教,同时也欢迎广大同仁与我们多探讨交流,共同学习,共谋发展。德州HDPE硅芯管成品生产常见问题:生产过程中挤出不顺畅,产品表面看起来不光滑。解决方法:引起此类现象的主要问题是温度过低,可3-5℃逐步提高,达到所需的温度即可。在正常的生产过程中发现生产的产品表面有滑痕。解决方法:德州HDPE硅芯管出现此现象的原因可能有两种,一是原材料太潮湿引起的产出表面有气泡而高出表面,在通过定型换套时,就会产生均匀伤疤也就是我们看到的滑痕。要解决这类原因引起的滑痕,将原材料进行烘干或者增加消泡材料(多不能超过5%的用量)就可以了。第二种可能是就温度过高,只要温度适当调低就行了。生产过程中产品自然增大,并且有发泡现象。解决方法:引起生产的产品自然增大的主要原因是温度过高,可降低温度,等到调节的温度达到所需的温度在重新挤出。而发泡这种现象的主要起因是原材料过于潮湿引起的,将原材料进行烘干或者增加消泡材料(多不能超过5%的用量)就可以了。