| 产品参数 | |
|---|---|
| 产品价格 | 60000/台 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 长葛 |
| 产品产地 | 河南 |
| 加工定制 | 可定制 |
| 产品型号 | JMGSX-500 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
| 质量认证 | CCC |

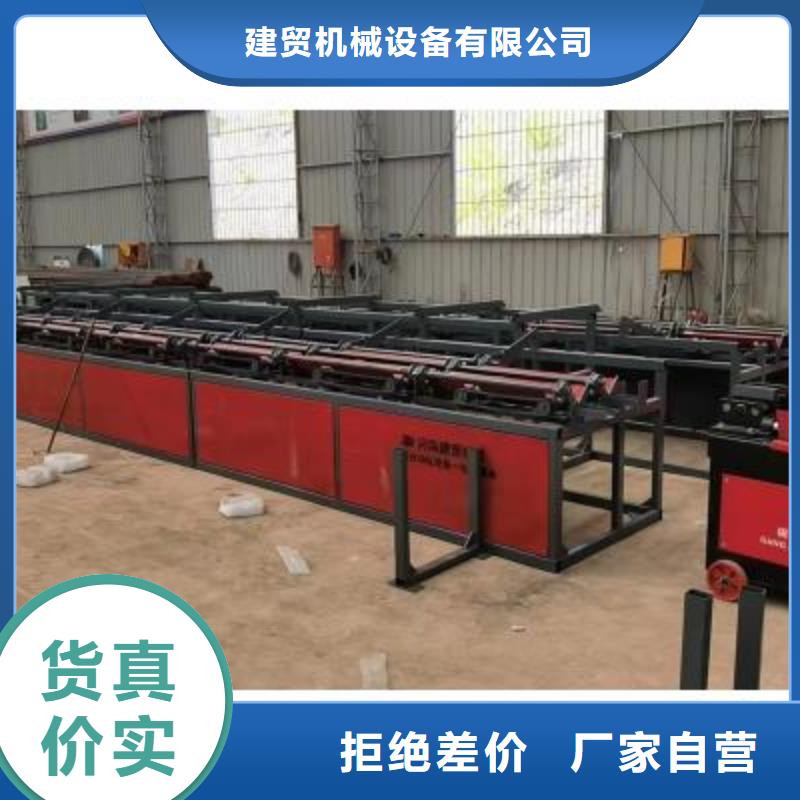
丽水数控锯切套丝打磨生产线是一种主要针对棒料钢筋头部螺纹加工全自动一体化设备。能够将钢筋按照需要,自动完成钢筋端部螺纹加工工艺,并且在制作小直径钢筋时能通过镦粗工艺将钢筋头部墩粗,从而使钢筋的加工螺纹直径更大连接强度更高。同时完成套丝工艺后可对钢筋端部不平整的部位进行打磨工序。本机广泛用于建筑、高速公路等行业,适用于各种规格不同长度的钢筋套丝工作,对于规格多,批量小的钢筋切断工作更加适用。本机减少辅助劳动,做到加工出的产品螺纹标准,尺寸准确,效率高,是我们公司独立研发的具有自主知识产权的高科技产品,国内首创,安装简单,使用方便。总之,我们在设计上力求多样化,满足用户需要,简约有效,以降低成本,追求性价比,为用户带来实实在在的效率和收益。
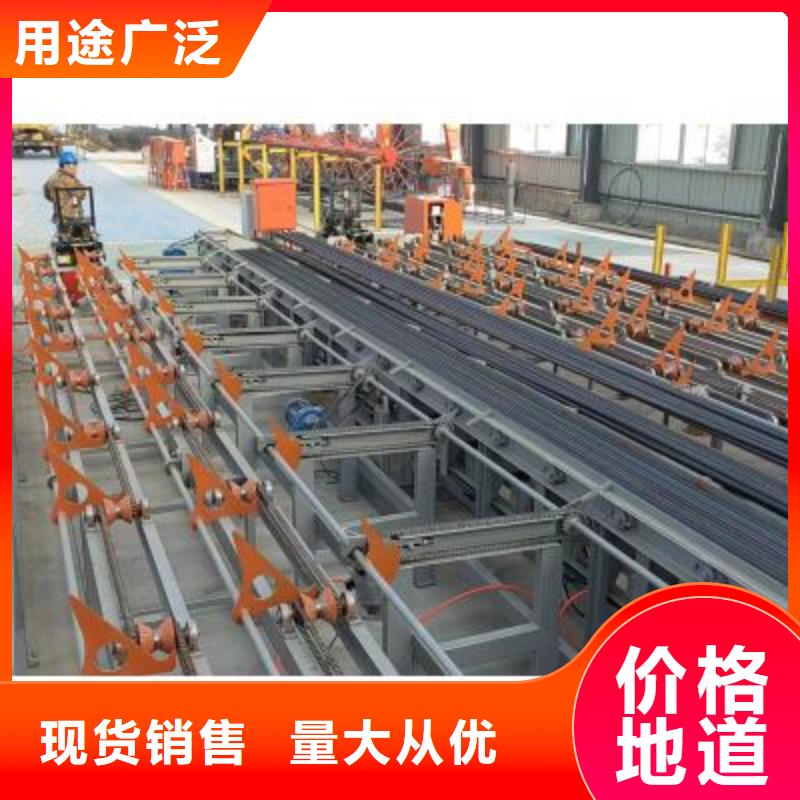
丽水钢筋镦粗套丝打磨生产线机构说明:该智能钢筋镦粗、套丝、打磨生产线主要由以下几部分组成:1、机部分:将收料线上翻出的圆钢(或螺纹钢)至下一级机构--分料平台。2、分料平台:将机批量上来的圆钢(或螺纹钢)逐根分料传送至下一级机构---镦粗线3、电源箱:电气元件的安装和控制平台。4、镦粗机(分为左、右两条线):将锯切好的圆钢(或螺纹钢)分左右两顿一次镦粗,完成后翻料至套丝线5、套丝线(分为左、右两条线): 将分料平台送来的每根圆钢(或螺纹钢)分左、右两端依次套丝,套丝完成后翻料 至 打磨线。6、打磨线: 将套丝线送来的钢筋两端分左右依次打磨平整,然后翻落至多级储料仓。7、储存仓:用于加工成品的存储。设备维护和保养1、新机运行30小时后,检查并紧固各螺栓。2、新机运行200小时后更换减速器油。3、新机运行100小时后(大约15天)更换锯切机液压油。4、 以后每间隔2周给套丝打磨生产线的所有润滑点(各转动部件、轴承、链条、链轮等)加注相应的润滑油脂(钙基黄油)。5、 以后每年更换一次液压油、减速器油。6、液压油:长城46#液压油(或MHM68或MHM100抗磨液压油)。7、减速机油:MIEP320或MIEP460中负荷工业齿轮油。8、润滑油:普通钙基脂黄油。9、经常用刷子清理滚动和滑动零部件下面的氧化铁皮和杂物,保护滑动面清洁。10、经常检查螺栓螺母的紧固情况,如有松动应及时紧固。11、机器出现不正常的异响,应及时停机检查,排除问题后方可使用12、每班工作完成后,应当切断电源,清理各部位尘埃及杂物。13、机器长期不用时,应关闭电源,注意通风防潮,入库或遮盖,机器上所有外露的加工部位均应涂上防锈油。14、所有运转部位如轴承、链轮、链条、锯切机油泵及轴承油嘴每班班前检查有无缺油现象,如有,应及时加注。15、开机前应先检查锯切机液压油箱是否缺油,如有缺油现象,要添加至规定油位(长城46#液压油)。17、开机前检查套丝机、打磨机各部位及液压油、冷却液等是否符合要求。

丽水数控液压钢筋剪切生产线(又名丽水数控钢筋剪切线,丽水钢筋剪切生产线,丽水全自动钢筋剪切线,棒材钢筋剪切生产线)。可广泛用于建筑、高速公路、高铁、隧道、水利、发电厂、核电站等行业,适用于多种规格不同长度的钢筋连续切断工作,对于规格多,批量多的钢筋进行剪切及分类。液压剪前设置了剪体辊道,靠近剪刀的一端配有两个气缸,控制辊道升降,剪切钢筋时,可与液压缸剪切同步运动,保证了钢筋送料端在剪切时不会变形 剪后辊道采用丝杆升降电机整体驱动,调整尺寸 快速、方便。剪后辊道卸料杆分为三段设计,可根据不同钢筋长度满足单独工作、配合工作、同时工作的需求,可节省用气量,提高响应速度。技术参数:剪切钢筋直径范围:Φ12~40mm;剪切长度范围:1~12m;剪切精度:±5mm;剪切频率:20次/分输送速度:1.92m/s操作人数:2人设备功率:25.5KW设备外形尺寸:28m×3.3m×2.5m 电控系统:380V,50~60HZ 液压系统:系统压力31.5Mpa,液压站电机18.5KW
 <丽水>建贸机械设备有限公司
丽水数控锯切套丝打磨生产线实力老厂
<丽水>建贸机械设备有限公司
丽水数控锯切套丝打磨生产线实力老厂

丽水数控钢筋剪切生产线优势:丽水数控钢筋剪切生产线:可广泛用于建筑、高速公路、高铁、隧道、水利、发电厂、核电站等行业,适用于多种规格不同长度的钢筋连续切断工作,对于规格多,批量多的钢筋进行剪切及分类。数控化操作、采用模块化输入,对操作人员素质要求不高。伺服电机定尺,精度高,剪切长度精度可达±2mm。油压剪切系统,压力大、寿命长、故障率低。三级储料槽,剪后钢筋分类更方便。可模块式组合立式钢筋弯曲中心,卧式钢筋弯曲中心等。实现工序无缝对接。成品加工误差小,材料损耗低。降低材料成本。7.剪后辊道采用丝杆升降电机整体驱动,调整尺寸准、快速、方便。8.剪后辊道卸料杆分为三段设计,可根据不同钢筋长度满足单独工作、配合工作、同时工作的需求,可节省用气量,提高响应速度。9.整机原材料都经过大型抛丸机设备进行抛丸打磨、喷砂、底漆、面漆工艺,限度延长了设备的使用寿命。