| 产品参数 | |
|---|---|
| 产品价格 | 批发 |
| 发货期限 | 1-3天 |
| 供货总量 | 100 |
| 运费说明 | 电议 |
| 最小起订 | 1支订 |
| 质量等级 | 1级 |
| 是否厂家 | 生产厂 |
| 产品材质 | 235b等 |
| 产品品牌 | 山特金属 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 |
| 产品产地 | 山东 |
| 加工定制 | 可加工 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 吨 |
| 产品颜色 | 碳黑 |
| 质保时间 | 1-5年 |
| 外形尺寸 | 300-6000 |
| 适用领域 | 管道 |
| 是否进口 | 否 |
| 质量认证 | 3年 |
| 产品功率 | 32 |
| 工作温度 | 常温 |
| 公司品牌 | 山特金属 |
| 材质 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
| 椭圆度 | 正负3MM |
| 执行标准 | GB/T50205-2001 GB/T3092-2001 |
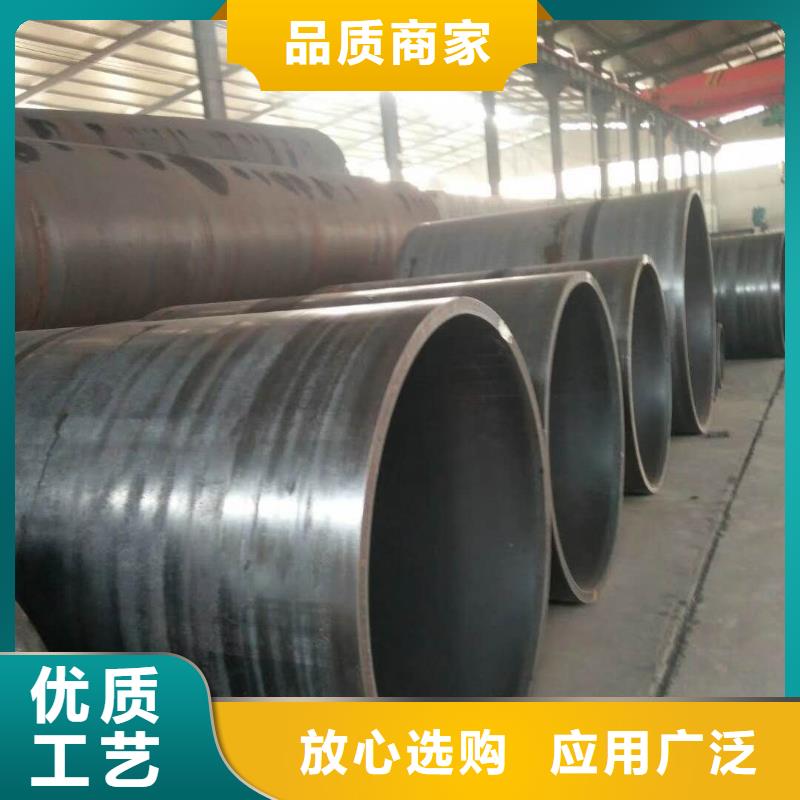
| 适用区域 | 电力 化工 设备 管道 电机壳等 |


山特金属有限公司小口径钢板卷管对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。
离管端200mm的对接纵缝处不得大于2mm。
3其他部位不得大于1mm。
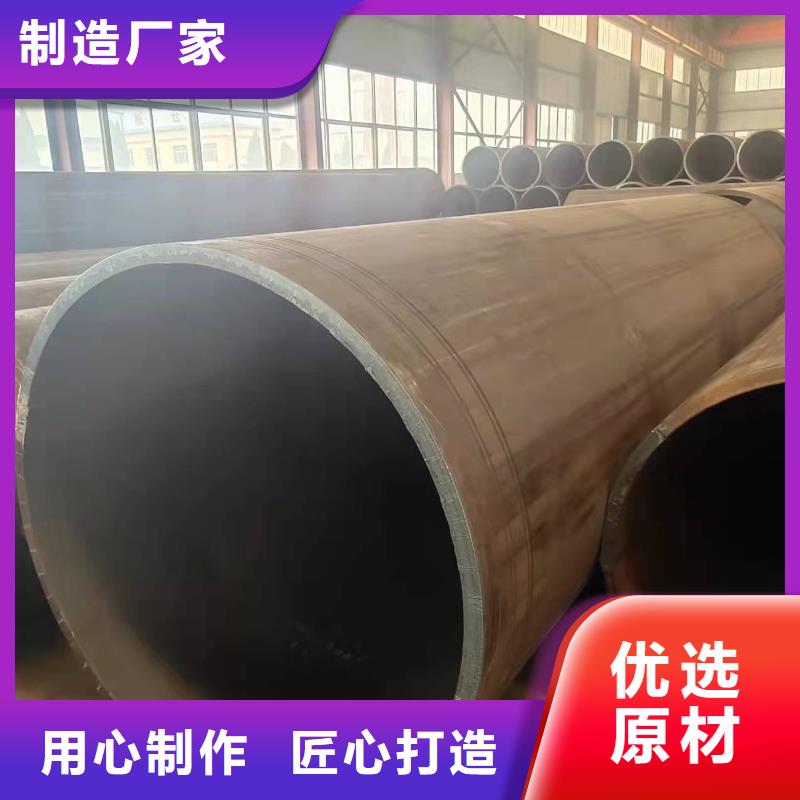
卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。
小口径钢板卷管焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。
钢板卷管这类缺陷防止的措施有:不使用药皮开裂、剥落、变质及焊芯锈蚀的焊条,生锈的焊丝必须除锈后才能使用。所用焊接材料应按规定温度烘干,坡口及其两侧清理干净,并要选用合适的焊接电流、电弧电压和焊接速度等 卷筒可用金属铸造成形工艺直接获得零件的铝合金,铝合金铸件。该类合金的合金元素含量一般多于相应的变形铝合金的含量。铸造铝合金除含有强化元素之外,还必须含有足够量的共晶型元素﹙通常是硅﹚,以使合金有相当的流动性,易与填充铸造时铸件的收缩缝。?
放样下料
必须用钢卷尺对钢板进行检查,并找正。钢材的放样尺寸按钢板卷管的中径计算,放样后在钢板上打上样冲,并标出钢板的中心线。管道坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法。火焰切割前应将钢材表面距切割边缘50mm范围内的锈斑、油污等干净。采用热加工方法加工坡口后,应除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整,切口上不得产生裂纹,并不宜有大于10mm的缺棱,切割后应边缘上的氧化物、熔瘤和飞溅物等。机械加工时,加工表面不应出现台阶。对接坡口根据工艺及规范的要求进行加工,簿板一般采用V型坡口,厚板采有X型坡口,对于小于6mm的板材,可不加工坡口,但在反面焊接时,必须砌底清根。切口或坡口边缘上的缺棱,当其为1~3mm时,可用机械加工或修磨平整,但不能超过的1/10;当缺棱或沟槽超过30mm时则用Φ3.2以下的低氢型焊条补焊,并修磨平整。
钢板卷管在生产过程中由于受到滚压、拉伸和焊接时的高温影响,材料的组织、机械性能都会发生变化,严重的影响管材的品质,这些变化主要有:冷作硬化现象,即晶体中一列或若于列原子发生有规律的错排,晶格发生畸变,形成一个应力集中区,这种现象也称位错。因为高温和冷却不匀产生焊接应力和在原有单一奥氏体组织中产生铁素体,出现碳化物等不均匀组织,为提高生产效率,确保卷管表面光亮,残余应力,获得单一的奥氏体组织,生产高品质卷管,必须实施在线光亮固溶处理方法。