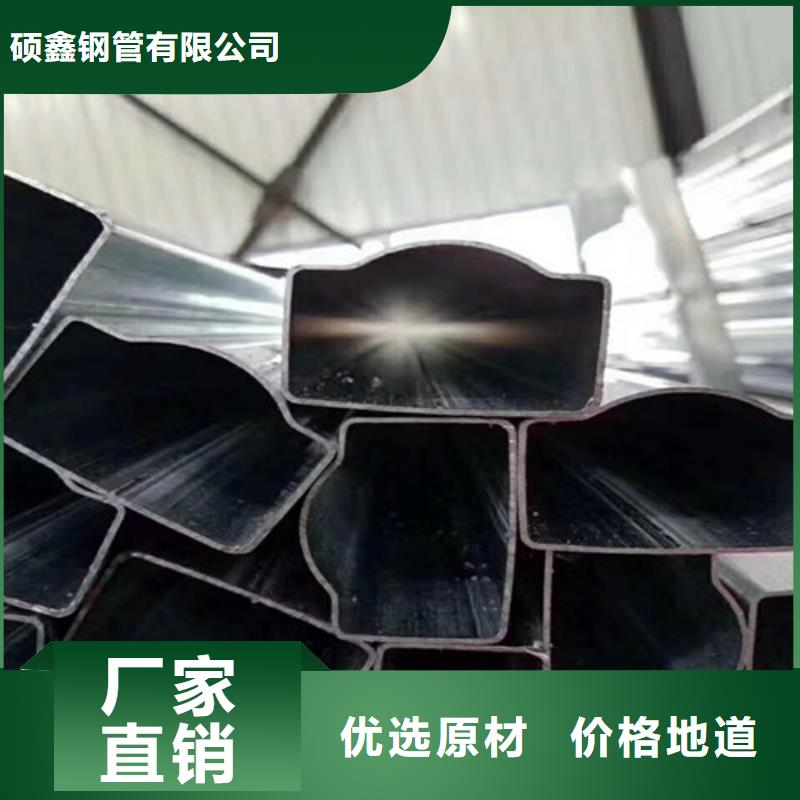
以下是:异型管不锈钢异形管工厂自营的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 异型管 | 10-300mm壁厚0.8-20mm |
|---|
您是想要在河南省采购高质量的异型管不锈钢异形管工厂自营产品吗?硕鑫钢管有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的异型管不锈钢异形管工厂自营产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:郝经理-18865266789,QQ:87430015,地址:《聊城开发区高速口发货到河南省 郑州市、开封市、洛阳市、焦作市、新乡市、平顶山市、鹤壁市、安阳市、濮阳市、许昌市、三门峡市、南阳市、漯河市、信阳市、周口市、驻马店市、商丘市》。 河南省 河南省,简称“豫”,中华人民共和国省级行政区,省会郑州,是全国农产品主产区和重要的矿产资源大省、人口大省、重要的综合交通枢纽和人流、物流、信息流中心、全国农业大省和粮食转化加工大省。河南省位于中国中东部、黄河中下游,东接安徽、山东,北接河北、山西,西连陕西,南临湖北,总面积16.7万平方千米。
别再等待了,仅仅一分钟,就能通过我们的异型管不锈钢异形管工厂自营产品视频探索到无数令人心动的细节和亮点。
以下是:异型管不锈钢异形管工厂自营的图文介绍



重庆钢铁则直接预告去年业绩将大额亏损。而刚刚完成济钢和莱钢重组重大事项天津钢铁,则在其个2011年业绩公报中披露,虽然全年营业收入3192亿元,同比增长21%;但收入同比下滑56%。天津钢铁在年报中表示,2012年整个钢铁行业将面临高成本、高库存、低售价压力,精密无缝钢管行业利润仍将可能处于较低水平,钢铁生产企业利或亏损风险将进一步加大。
对于精密无缝钢管行业全行业报亏,钢铁分析师朱凌云认为,上市钢企年报脸色难看,主要是因为2011年铁矿石、煤炭等重要燃料价格持续上涨,推高了钢企生产成本;另一方面,房地产业调控,高铁业降速,直接影响了钢铁产品。
精密钢管材料价格上涨幅度较大,“本钱面”获得支撑,再加上螺纹钢保持强势,一定程度上提振了现货市场决心念。近一周在邻近周末之时,建筑大厚壁管已渐入盘整状态。但是,连续拉涨仍是让大厚壁钢管需求疲态显现来。



持续下降PPI和温和上涨CPI,清晰地表明了国内经济疲软态势。金鹏总经理喻猛国表示,从中长期来看,温和物价走势为宏观调控提供了空间,稳增长不断概率较高,中国经济有望逐步企稳。预计股市和期市有望随经济回升而重回上涨阶段。
随着稳增长效果逐步显现,中国经济将在今年二季度末或三季度初企稳回升。一德分析师寇宁认为,5月中国和汇丰中国PMI数据双双回升,数据也大幅反弹。PPI虽然仍持续下降,但降幅有所收窄,且下游产业价格走势好于中上游,厂价格较购进价格继续走强,验证了制造业PMI走势显示需求增长。
预计工业企业整体经营情况将好转,这也将进一步促进中国经济企稳。近年来,因素导致大宗商品价格下跌,甚至现戏剧性暴跌。其中炼钢煤价格已经从2012年初约每吨110美元下滑了一半,跌至7年来水平。钢筋连接套筒价格则从2011年每吨190美元跌到95美元以下。
一位重庆民营企业家说,开放很多国有项目都属于像钢筋连接套筒、机械制造等夕阳产业。这些行业连国有资本都想退,又何谈吸引民营资本呢一家老牌重庆钢筋连接套筒企业拿旗下澳大利亚矿山、江津电镀污泥处理等多个项目,引进民营资本。


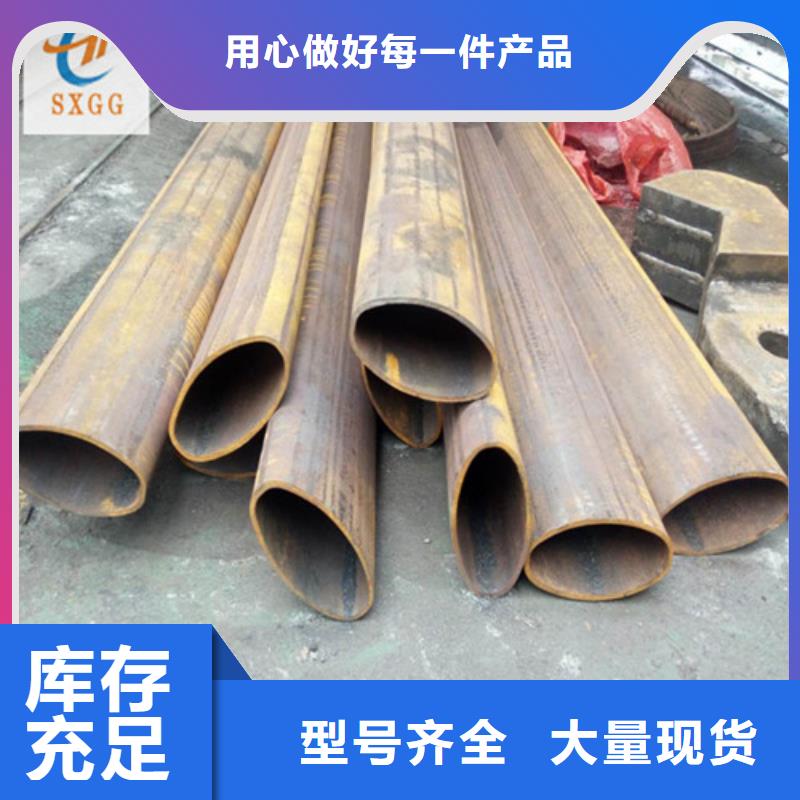
硕鑫钢管有限公司是一家专业生产 河南无缝异型管的厂家,主要生产 河南无缝异型管等产品。我厂与多家零售商和代理商建立了长期稳定的合作关系。公司品种齐全、价格合理。本公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。
我厂本着:“一样的产品质量,我们比价格;一样的产品价格,我们比服务”。“以品质求生存,以信誉求发展,以开拓创市场,以客户为中心。”谨以公平,公正,互惠,互利的原则真诚期待您的垂询。您的成功,您的满意将是我们的z u i大心愿。 我们以挚诚挚信的心期待您的惠顾,以求真求实之情,欢迎您的来电,请给我们一次机会!欢迎到我司参观,指导!




控制异型管焊接缝隙的六点建议
(一)调节温度 异型管的焊接温度主要受高频涡流热功率影响,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透。当输入热时不足时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。
(二)轧辊下压 将异型管带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。0635-339 ,1234 ,188 6526 ,6789
(三)感应圈位置 高频感应圈应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,焊缝强度下降。反之,焊缝边缘加热不足,挤压后成型不良。
(四)阻抗器影响 阻抗器的作用是使感应圈、管坯焊缝边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在管坯焊缝边缘附近,使管坯边缘加热到焊接温度。阻抗器用一根钢丝拖动在管坯内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于管坯快速运动,阻抗器受管坯内壁的磨擦而损耗较大,需要经常更换
(五)焊疤 焊缝经焊接和挤压后会产生焊疤,需要。方法是在机架上固定刀具,靠焊管的快速运动,将异型管异型管的焊疤刮平。
(六)控制挤压力 异型管管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
硕鑫钢管有限公司【0635-3381234】在河南省本地专业从事异型管不锈钢异形管工厂自营,价格低,发货快,效果好 ([城市群])可送货上门。