| 产品参数 | |
|---|---|
| 产品价格 | 4350 |
| 发货期限 | 两天 |
| 供货总量 | 4000 |
| 运费说明 | 物流 |
| 最小起订 | 1根 |
| 质量等级 | 一级 |
| 是否厂家 | 否 |
| 产品材质 | Q235B Q345B 16mn |
| 产品品牌 | 神悦 |
| 产品规格 | 规格全 |
| 发货城市 | 包头 |
| 产品产地 | 包头 |
| 加工定制 | 加工 |
| 产品型号 | 型号全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 碳钢 |
| 质保时间 | 一年 |
| 外形尺寸 | 圆形 |
| 适用领域 | 排水用 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 无功率 |
| 工作温度 | 530 |
| 长度 | 6米 可按客户要求定尺 |
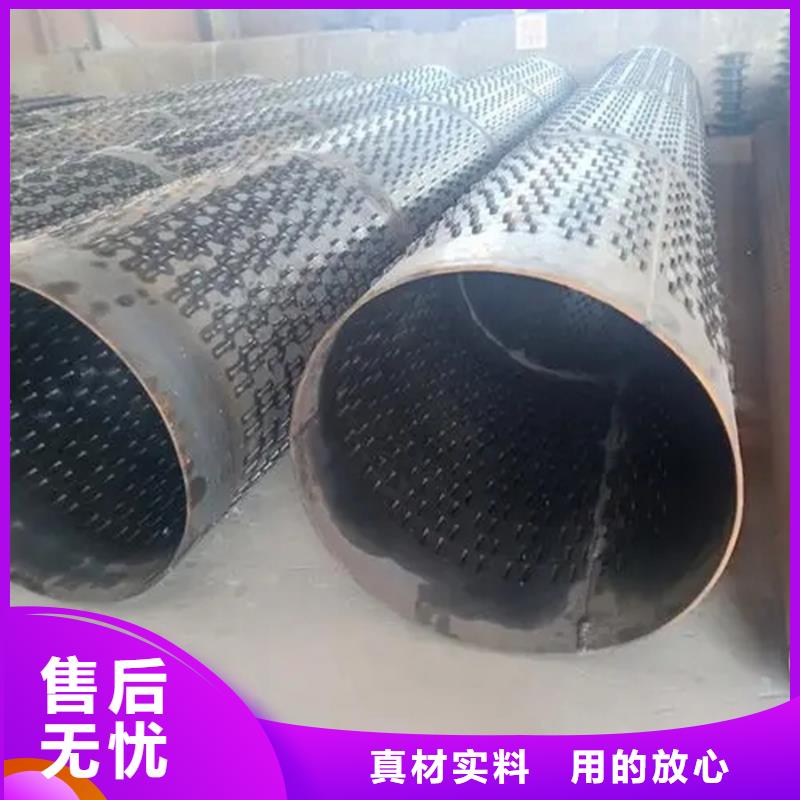
我们首先讨论的防腐操作是指那些非防腐螺旋管的日常维护。因为本来具备良好的防腐性能,受季节的影响相对较小,但是针对于常规螺旋钢管来说,夏季是一个容易被腐蚀的季节。 夏季大气中的湿度增加,加之多雨天气增多,很多螺旋管存放在室外,导致经常受到风吹雨打,烈日暴晒。 如果需要长期存放的螺旋钢管的可以在表面喷洒一部分油性物质,用来隔离氧化层。 尽量避免把螺旋管放在低洼处,导致湿气过重导致氧化加重。 其他的防腐方法使用钢管就是人们经常说的防腐螺旋钢管此种加工方法是指在螺旋钢管的表层和内层涂上化学涂料常见的防腐形式有3pe防腐、环氧树脂防腐、水泥砂浆防腐、ipn8710防腐此种加工方法的目的就是延长管道的使用寿命。
酒泉防腐螺旋管生产厂家要提示我们的是,双面埋弧螺旋管焊缝处理方面应该注意一些事项要点。如果间隙过大,就会造成邻近效应减少,涡流热量不足焊缝质检结合不良产生裂缝。间隙过小就会造成邻近效应增大,焊接的热量过大,以至于焊缝烧毁损坏。管坯的两个边缘加热到焊接的温度之后,在挤压辊的挤压下,形成深坑,影响焊缝的表面质量。螺旋管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂。 如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。 1.酒泉防腐螺旋管修口 为了保证焊接质量,焊接前要进行检查和纠正,使螺旋钢管的端部,斜角,钝边,圆度等符合接口要求。尺寸,个别钢管的需要在别处做坡口加工时,采用气焊切割,除去炉渣,然后用砂轮磨削。 操作流程是:检查接口连接器的尺寸→气室→确定并调整钢管的纵向接缝错开位置→ 管线的直线度→调整对口的间隙尺寸→调平口→直角→直线→点焊接


2.酒泉防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.酒泉防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.酒泉防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.酒泉防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.酒泉镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。
2)法兰盘厚度。法兰盘厚度增加不大时,对法兰刚度的贡献并不显著。由此,基于柔性法兰设计思路的带颈对焊法兰,其法兰盘厚度按照国内杆塔技术规定的无加劲法兰的板厚计算即可,取值基本可兼顾性及经济性如选用刚性法兰。 酒泉法兰盘厚度升至柔性盘厚近2倍或更多,其经济性不合理螺旋管法兰颈形式,法兰颈部变坡段采用单坡形式与双坡形式时的法兰性能差别不大,但双坡法兰的加工比较麻烦,由此会带来法兰加工效率的降低以及加工成本的增加。综合比较,带颈对焊法兰颈部采用外侧单侧变坡的形式H图836带颈法兰颈部变坡段形式。