| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 浩融金属 |
| 产地 | 山东 |
| 是否进口 | 否 |
浩融金属制品厂有限公司本着'质优效率,守约重誉'的经营理念和服务宗旨为广大客户提供质优价廉的产品和售后服务,得到了各界新老用户的支持和赞誉。我公司郑重承诺,在同等的质量下,保证以低廉的价格,完善的服务,崇高的信誉来答谢各界朋友的支持和厚爱。
公司秉承“以质量求发展,以服务求生存”的原则,并始终坚持“为上、用户为先、质量为先、服务为先、信誉至上”的企业宗旨,并将这一思想始终贯穿在产、供、销等整个企业运行过程之中。凭借科学有序的管理模式、先进技术和设计理念、稳定可靠的产品质量、开拓创新销售理念和及时完善的售前售后服务,赢得了用户的一致赞誉;公司不断加大科技投入力度,在日益激烈的全球化市场竞争中实现公司的可持续发展,力创行业品质、价值新典范。公司对人才一直贯彻“汇聚人才、尊重人才、贤有多大,台有多大”的用人原则,对客户秉承着“提供良好产品、实惠价格、创新的技术、完善的服务”合作原则,我们热忱欢迎各界宾朋莅临鸿海,加入鸿海,携手发展,共创辉煌!


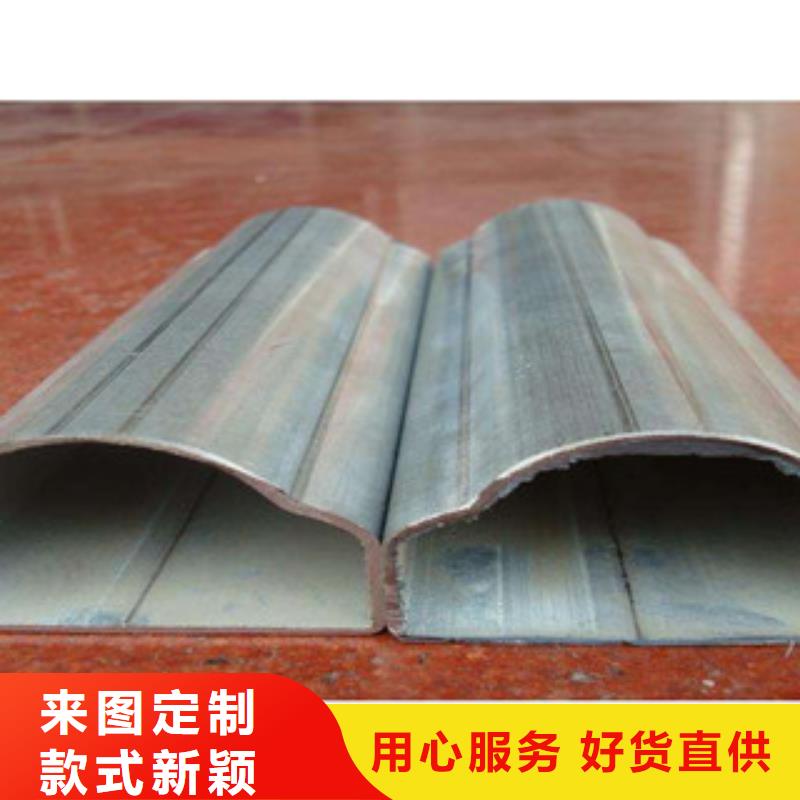
异型管波浪缺陷的七点措施
异型管在退火时可能会出现局部波浪形,表现为中间浪和边浪,少量二肋浪。这种缺陷一般与来料质量、机组炉底辊磨损程度、加热和冷却时的热应力等因素有关。我们可以采取以下措施来进行:
(一)通过增加控冷风机的输出量,通过增加快冷风机的输出功率来进行调整。
(二)在异型管生产过程中,通过高低牌号调整和炉内气氛控制减少结瘤磨辊的时间,从而减少碳套辊的整体磨损。如果此时还出现碳套辊整体磨损边浪,则是碳套辊超期服役造成的。
(三)为两侧边浪,减少异型管带钢边部氮气通入量,增加二肋氮气通入量,将控冷挡板的比例由原来的2-5-9-5-2调整为1-6-9-6-1。
(四)正常情况下,连退炉内带钢张力根据带钢规格计算设定,原则是保证带钢的稳定运行。张力过小,影响纠偏辊的纠偏能力,不能保证带钢在炉内中间运行的轨迹,使带钢在炉内跑偏,严重时造成刮边。来料出现不平度为1.5%的浪形时,炉内张力应适当调低。
(五)生产中要使炉子两侧烧嘴燃烧的数量一致且分布对称,根据仪表显示和火焰颜色调整燃烧状态,使异型管带钢在无氧化炉内加热均匀,以防止产生加热浪形。
(六)碳套的使用周期根据生产规格和牌号可以有一定区别,生产牌号越高,碳套使用周期越短;生产规格越窄,碳套使用周期越短。建议中低牌号连退退火机组碳套使用周期为4-6个月。
(七)保证碳套辊与异型管钢带的同步性。在设定炉辊速度时,要考虑带钢的热膨胀,根据对应炉段的不同温度进行炉辊的速度补偿,使每根炉辊的速度都和相应的带钢速度一致,以减少炉辊和带钢速度不同步造成的炉底辊磨损。



热处理残余力是指管材经热处理后终残存下来的应力,对形状,尺寸和性能都有极为重要的影响。当它超过材料的屈服强度时便引起变形,超过材料的强度极限时就会造成开裂,这是它有害的一面,应当减少和。但在一定条件下控制应力使之合理分布,就可以提高机械性能和使用寿命,变害为利。
我们在处理异型管的热处理应力时,应该注意以下六个要点:
(一)当热应力占主导地位时,应力分布为心部受拉、表面受压;当异型管的组织应力占主导地时应力分布为心部受压、表面受拉。
(二)渗碳使表层马氏体开始转变温度点下降,可导至淬火时马氏体转变顺序颠倒。心部首先发生马氏体转变而后才波及到表面,可获得表层残余压应力而提高抗疲劳强度。
(三)复合表面强化工艺可使表层残余压应力分布更合理,可明显提高异型管的疲劳强度。
(四)异型管热处理过程中产生的应力是不可避免的,而且往往是有害的。但我们可以控制热处理工艺尽量使应力分布合理,就可将其有害程度降低到 限度,甚至变有害为有利。
(五)在高淬透性钢件中易形成纵裂,在非淬透性工件中往往形成弧裂,在大型非淬透工件中容易形成横断和纵劈。
(六)渗碳后进行等温淬火可保证心部马氏体转变充分进行以后,表层组织转变才进行。使异型管获得比直接淬火更大的表层残余压应力,可进一步提高疲劳强度。



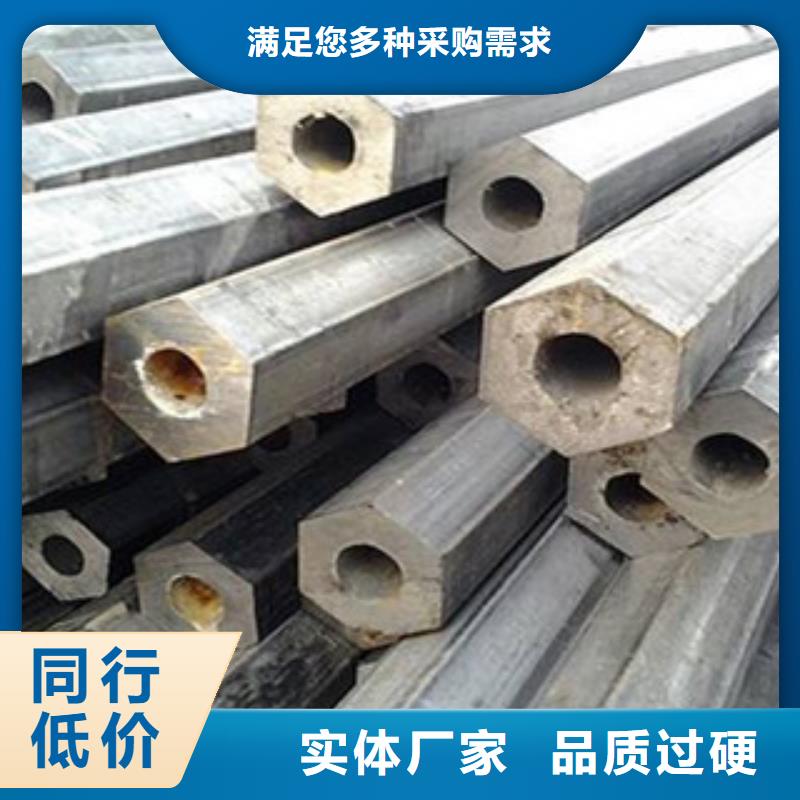
异型管耐腐蚀、不结垢、流体阻力小:耐腐蚀、不结垢:耐腐蚀、不结垢、特别适应于井下输送高硫水质及输送含钙、镁等离子的水,节约维护费用,使用寿命远远高于其他管材,综合经济效益高。
.自润滑性:内壁光滑不结垢,输送阻力小,在相同条件下,可提高输送能力30%。
.连接方便可能性:彻底克服纯塑料矿用材料连接难的缺点,根据需要可采用法兰、快速接头等与井下原用钢管及阀门连接,具有极强的互换性.