| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 2天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 最小起订 | 1 |
| 质量等级 | 高等 |
| 是否厂家 | 产 |
| 产品材质 | Q355B |
| 产品品牌 | 杰达通 |
| 产品规格 | 规格全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | 型号全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 金属色 |
| 外形尺寸 | 方形 |
| 适用领域 | 机械加工、船舶用、农机骨架、钢结构 |
| 是否进口 | 否 |
| 长度 | 1-12米 |
| 厚度 | 1-25mm |
| 配送服务 | 送货上门 |
德宏焊接方管层焊缝必须焊透,保证背面成形良好;焊接电流、电弧电压、送丝速度和焊接速度等可根据设备型号调节。焊接方管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从焊接方管中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接方管焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使焊接方管加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在焊接方管狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。

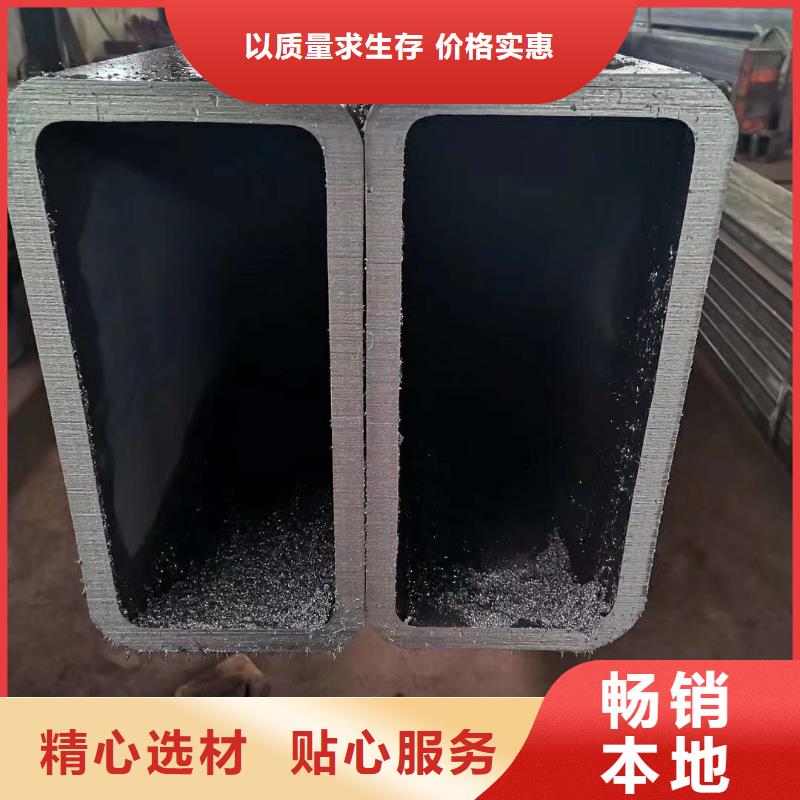
德宏无缝方管按横截面积形状可分为方管和异型管。当环的横截面受到内部或外部径向压力时,力是均匀的。所以钢管绝大多数是圆管,但是圆管也有一定的局限性。例如,在平面弯曲的情况下,圆管的弯曲强度不如无缝方管和矩形管,而方管和矩形管常用于一些农业机械的骨架和钢木家具。根据不同用途,需要其它截面的异形钢管。方管富腾喷涂氟碳喷涂具有优异的抗褪色性、抗起霜性、抗大气污染(酸雨等)的腐蚀性,抗紫外线能力强,抗裂性强以及能够承受恶劣天气环境。是一般涂料所不及的。德宏方管冲孔其实也是一样的,只是凹模是方形的。插入管子,打孔后拔出。如果是圆管冲孔,同理,凹模也是圆的。厂管的冲孔模很大,烧烤货架用的,一般是通孔。



德宏焊接方管在焊接变形的理论上,我们可以知道,焊接方管大尺寸的焊缝,就导致变形越大,焊接方管焊接相同的尺寸,焊接热输入就较大,也会导致变形较大,大长焊缝焊接,焊接变形就会较小,焊接方管焊缝布置的不对称或者是非对称性的焊接,都会使焊缝偏差更为严重,使其严重的变形。还有另一方面是从焊接方管焊接变形理论可知,影响焊接方管焊接变形大小的主要因素是:焊接方管焊缝尺寸越大,熔敷金属越多,变形越大;焊接方管焊缝尺寸相等时,焊缝热输入越大,造成的变形也越大;焊接方管焊接大长焊缝时,分段比直通焊变形要小;焊接方管焊缝布置不对称或虽布置对称但不对称焊接,焊缝部位偏离越严重,变形越大;构件刚性越小,变形越大。焊接方管焊接规范是通过工艺试验和工艺分析,在确定焊接方管对接焊缝采用双二氧化碳气体保护电弧焊,焊接 层的焊接电流是200-250A,第二层的电弧电压是24-26V,其工艺要求是 层焊缝必须能够保证良好的焊接,使其形成,焊接的电流,电弧电压,送丝速度和焊接速度需要更具设备进行调节。
圆管成型的方式称为弯曲,焊接方管成型的方式便称为弯折。钢爵上海方管专家方管弯折成型有2种基本方法:实弯焊接方管和空弯焊接方管。德宏实弯方管,顾名思义是压实了弯折方管,实弯焊接方管时内外辊与管坯内外壁双向压实。实弯方管的优点是反弹小,方管成型准确,而且只要辊型准确,方管内角成型的R比较准确。实弯方管的缺点是有拉伸、减薄效应。 ,实弯方管会使方管弯折处产生拉伸,方管拉伸效应使弯折线纵向的长度缩短;第二,实弯方管弯折处金属会因拉伸而变薄。空弯方管是通过外辊与方管管坯外壁的单向接触形成方管弯矩使带料弯折,空弯焊接方管会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩、增厚效应。空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边、侧边同步弯折和精整。空弯焊接方管还可以弯折R<0.2t的内角而不致管壁发生断裂。空弯焊接方管的缺点是方矩管在上边、侧边同步空弯时,由于上辊和下辊同时产生压力,方管成型力容易超越临界点,造成方管边部失稳内凹,并且也会影响到机组稳定运行和焊接方管成型质量。这也是方矩管和圆管空弯成型时不同的特点。实际应用中,这两种基本方法,在方矩管成型中应根据产品需要配置到合理的工艺位置。应注意实弯焊接方管成型的拉伸/减薄效应和空弯方管成型的压缩/增厚效应对于方管产品质量的影响,否则将导致方矩管成型时侧边内凹,成品方管纵向翘曲,而且难以矫直。