| 产品参数 | |
|---|---|
| 产品价格 | 批发/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1808 |
| 运费说明 | 面谈 |





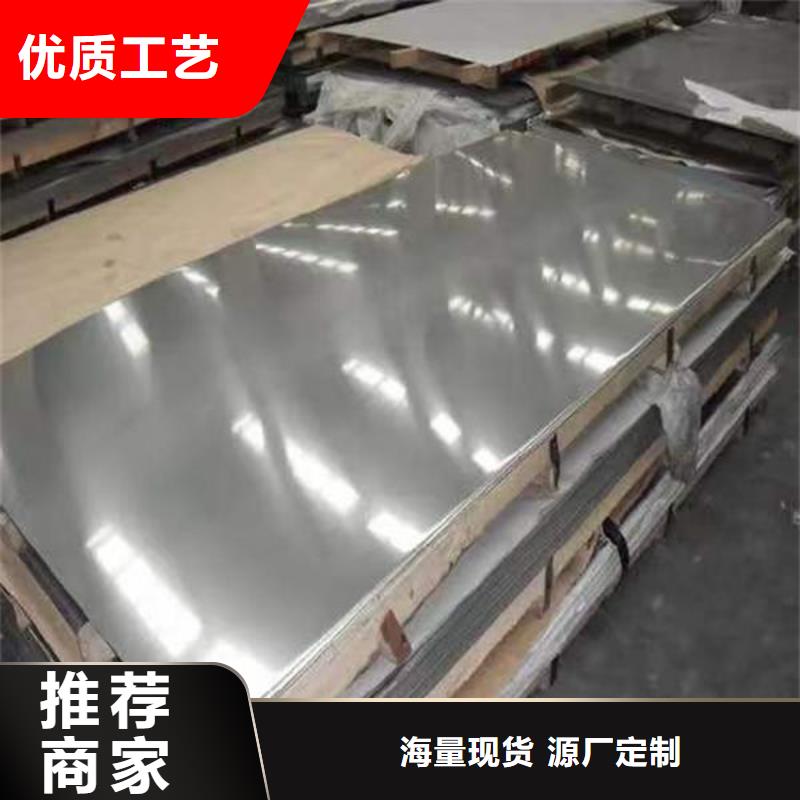
娄底双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形,形成开口的O形。5. 预焊:使成型后娄底钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行的检查。8. X射线检查:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。
娄底冷轧卷板以热轧卷板为原料,冷轧时,轧件是在再结晶温度以下轧制的,一般钢轧件在室温下轧制。含硅量较高的硅钢材片,脆性大塑性低,在冷轧前需要预热至200℃。娄底冷轧卷板生产过程中由于不进行加热,所以不存在热轧常出现的麻点和氧化铁皮等缺陷,表面质量好、光洁度高。而且冷轧产品的尺寸精度高,产品的性能和组织能满足一些特殊的使用要求,如电磁性能、深冲性能等。娄底冷轧卷板应用领域很广,如汽车制造、电气产品、机车车辆、航空、精密仪表、食品罐头等。一般规格:厚度0.15-3mm,宽度550-1530mm,卷板外径 Φ1000-2500mm,卷板内径Φ410-610mm。 重量:45吨。

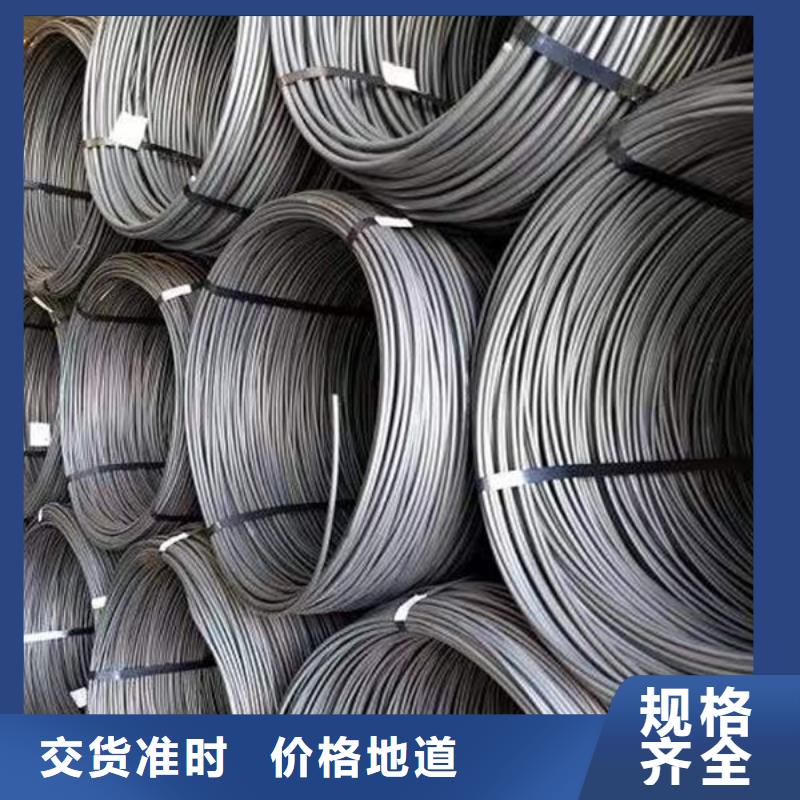
娄底线材的质量对下一工序有着很大的影响。新式娄底线材轧机在提高娄底线材质量方面起着重大的作用,因而新式娄底线材轧机具有很大的生命力,近年来得到了很快的发展。对娄底线材的质量要求,总括起来说有六个方面:尺寸公差;表面质量;化学成分;金相组织;机械性能钢材和盘重。随着生产技术的发展,用户对这几方面提出越来越高的要求。正是这些日益增长着的要求,促进了娄底线材轧制技术及装备的新的发展。其中,尤其是盘重对娄底线材轧机的发展起了很大的促进作用。高速娄底线材钢材轧机(如 轧机)就是为满足上述的质量和产量要求而产生的。
娄底螺旋钢管的连接可以有几种不同的方式。如圆柱形内螺纹套入圆柱形外螺纹;圆柱形内螺纹套入圆锥形外螺纹以及圆锥形内螺纹套入圆锥形外螺纹。后两种方式可以获得比较紧密的连接,所以也是常用的连接方式。管子用螺纹连接时,应在管子的外螺纹与管件的内螺纹之间加入适当的填料。常用的填料是油麻根和白厚漆。具体做法是:在套焊的管(外)螺纹上,沿着螺纹的钢材方向,缠绕一层薄而均匀的油麻根,再在麻根的表面涂以白厚漆,然后旋上连接件。必须注意的是,在使用麻根白厚漆时应避免使其进入管内,以免造成阻塞。在紧固好连接件之后,为了使接口清洁美观,应将多余的油麻根和白漆和揩抹干净。使用油麻根和白厚漆并不仅仅对于介质起着密封的作用。它对于加工出来的娄底螺旋钢管还起着防锈的作用。