| 产品参数 | |
|---|---|
| 产品价格 | 88/米 |
| 发货期限 | 1天内 |
| 供货总量 | 999999 |
| 运费说明 | 电议最低 |
| 最小起订 | 1支 |
| 质量等级 | 合格品 |
| 是否厂家 | 厂家 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 鹏瑞 |
| 产品规格 | DN100-2600 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | DN100-2600 |
| 可售卖地 | 全国发货 |
| 产品重量 | 吨 |
| 产品颜色 | 黑色等 |
| 质保时间 | 1年 |
| 适用领域 | 市政工地供水排水等 |
| 是否进口 | 否 |
| 质量认证 | 国标 |
 <阜阳>鹏瑞管业有限公司
阜阳销售3米球墨铸铁管
_品牌厂家
<阜阳>鹏瑞管业有限公司
阜阳销售3米球墨铸铁管
_品牌厂家
排水球墨铸铁管有些采用立模浇注,或小型离心浇注机铸造,铁管外表较粗糙,单根管长度为3米,承口较浅,管壁较薄,给水球墨铸铁管分为工作压力0.45MPA的低压管,0.75MPA的中压管,1.0MPA的高压管,出厂前都必须按规范进行水压试验,合格后方可出厂,排水球墨铸铁管只作外观检查和敲一敲听音检查,无气孔,裂缝和破损音响为合格。 排水球墨铸铁管有些采用立模浇注,或小型离心浇注机铸造,铁管外表较粗糙,单根管长度为3米,承口较浅,管壁较薄,出厂前都必须按规范进行水压试验,合格后方可出厂,排水球墨铸铁管只作外观检查和敲一敲听音检查,无气孔,裂缝和破损音响为合格。 一、执行标准/给水球墨铸铁管 1、产品标准 GB/T 13295-2003 水及燃气管道用球墨铸铁管、管件和附件 GB/T 17457-1998 球墨铸铁管水泥砂浆离心法衬层一般要求 GB/T 17458-1998 球墨铸铁管水泥砂浆离心法衬层新拌砂浆的成分检验 GB/T 17459-1998 球墨铸铁管沥青涂层 GB/T 17456 球墨铸铁管外表喷锌 GB/T 17219-1998 生活饮用水输配水设备及防护材料的性评价标准 2、工程标准 《建筑给水排水及采暖工程施工质量验收规范》GB50242-2002 3、相关标准图 03SS505《柔性接口给水管道支墩》
 阜阳销售3米球墨铸铁管
_品牌厂家
<阜阳>鹏瑞管业有限公司
阜阳销售3米球墨铸铁管
_品牌厂家
<阜阳>鹏瑞管业有限公司
今年球墨铸铁管价格剧烈波动,市场调整不足,淡水河谷、力拓和必和必拓主流矿山继续进行扩张政策,押注高成本生产商终将被排挤出市场,随着进口矿持续下跌,国外非主流矿山也加快停车,预计12月份在进口矿价格将会出现小幅反弹,且在此的带动下,成本也将以稳中上涨。后期钢市面临的不利因素较多,季节性以及年内资金紧张将对需求形成压制,虽然上月央行出台降息政策,降息确实降低了行业融资成本,但对于钢铁行业来说,资金紧张局面难出现实质性的缓解,且年末,钢企及中间商们资金会更加趋紧,这对后期钢价走势是非常不利的。市场供需矛盾依旧尖锐,不过成本反弹或将对钢价形成支撑,总的来看,后期在弱势中盘整。今天市场成交依然清淡,天气逐渐转冷,加之连续阴雨天,市场成交量更是冷清。上周央行突然降息提振市场信息,但是持续性还有待时间的考验。现在商家由于今年的行情都持谨慎的态度,加上北方市场因天气转冷已经变得需求乏力,新疆等外围钢厂的冲击加大;再者钢厂的利润空间犹在,生产力很高,各个钢厂之间的竞争也开始激烈,市场价格的支撑力度变小。

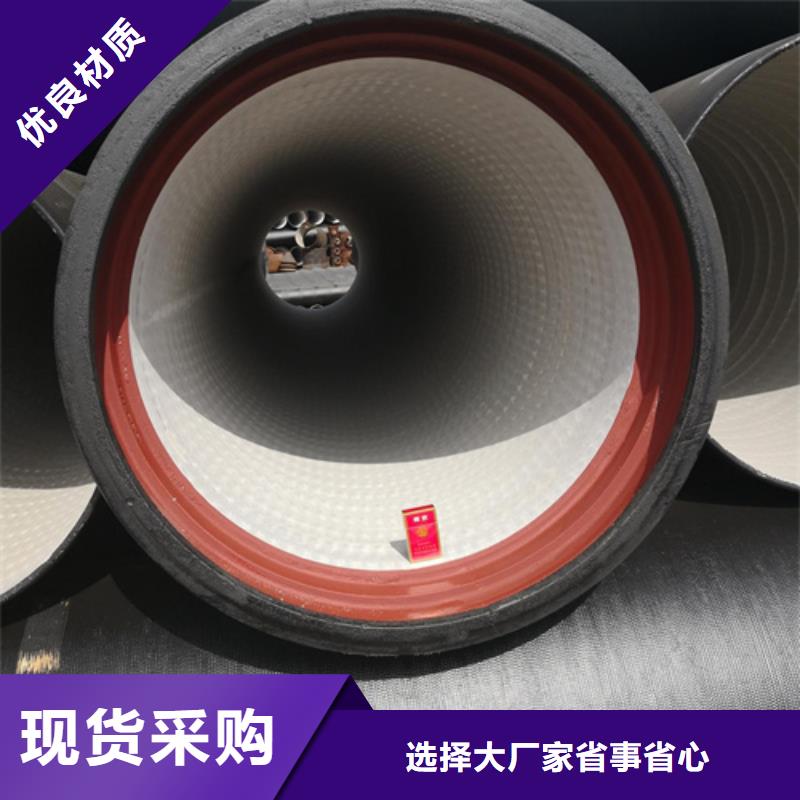
球墨铸铁管与其它管材相比,具有较高的抗内力、外压能力,较好的耐腐蚀性和耐磨性。同时具有施工方便、接口密封性能好,运行系数大等优点。近年来,在铸铁材料市场上发展势头迅猛。 这种材质生产中较易出现裂纹、重皮、夹渣三种质量问题。裂纹产生与离心浇注过程产生,浇注制度不合理产生;重皮与浇注温度、浇注转速有关;夹渣与金属化学元素含量、扒渣处理有关。 和控制措施是: 1、改进离心设备,有效裂纹 减少铁液在高温的停留时间,加强孕育特别是随流孕育效果。随流孕育剂加入量控制为铁液量的0.1-0.25%;确保管模粉分布均匀,控制管模内表面用量为20-30g/m2。控制好水冷金属型离心机冶炼工艺参数。 离心机要防止流槽振动造成铁液溅出现象,承口砂芯要安放合适,避免产生毛刺。控制铁液成分,降低铁液的含硅量,冲入球化剂后W(Si)应控制在0.8-1.2%为宜。离心机机壳内采用均匀布置圆弧形喷淋冷却管,且分段设置,并避免各段的冷却水相互影响。 2、优化工艺参数,减少管身重皮 合理控制浇注温度和机身冷却水进出口温度,缩短两次浇铸之间的间隔时间。控制机身冷却水进口温度为28-36℃,出口温度为50-57℃。 在水冷金属型离心铸造工艺中,应防止过高的浇铸转速,调整适宜的翻包速度和主机走速;确保管模的打点的深度为0.25-0.3mm、直径为4-5mm、点与点边缘间距为0.5-0.7mm。 3、控制原料加入,降低夹渣缺陷 为解决降低铁液中的含硫量,减少硫化物的产生,应控制W(S)<0.02%;适当提高浇铸温度,有利于夹渣上浮;球化剂中稀土含量不易过高,稀土含量控制在1-2%为宜;加强铁液的扒渣和挡渣效果;铁液中的残镁流量不易过高(控制在0.035-0.045%),以减少铁液表面氧化。 通过采取以上相应措施,球墨铸铁管的质量得到明显改善,裂纹、重皮、夹渣缺陷大为降低,减少了废品,大幅提高综合成材率。
鹏瑞球墨铸铁管随着凝固温度范围的变窄,合金的热裂倾向变小,恒温凝固的共晶成分的合金不容易形成热裂。热裂形成于铸件凝固时期,但并不意味着铸件凝固时必然产生热裂。主要取决于铸件凝固时期的热应力和收缩应力。铸件凝固区域固相晶粒骨架中的热应力,易使铸件产生热裂或皮下热裂;外部阻碍因素造成的收缩应力,则是铸件产生热裂的主要条件。处于凝固状态的铸件外壳,其线收缩受到砂芯、型砂、铸件表面同砂型表面摩擦力等外部因素阻碍,外壳中就会有收缩应力(拉应力),铸件热节,特别是热节处尖角所形成的外壳较薄,就成为收缩应力集中的地方,铸件容易在这些地方产生热裂。热裂纹产生的原因体现在工艺和铸件结构方面其中有:铸件壁厚不均匀,内角太小;搭接部位分叉太多,铸件外框、肋板等阻碍铸件正常收缩;浇冒口系统阻碍铸件正常收缩,如浇冒口靠近箱带或浇冒口之间型砂强度很高,限制了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔点相形成元素超标,铸钢铸铁中硫、磷含量高;铸件开箱落砂过早,冷却过快。