| 产品参数 | |
|---|---|
| 产品价格 | 3500/吨 |
| 发货期限 | 1天内 |
| 供货总量 | 汽运 |
| 运费说明 | 汽运 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
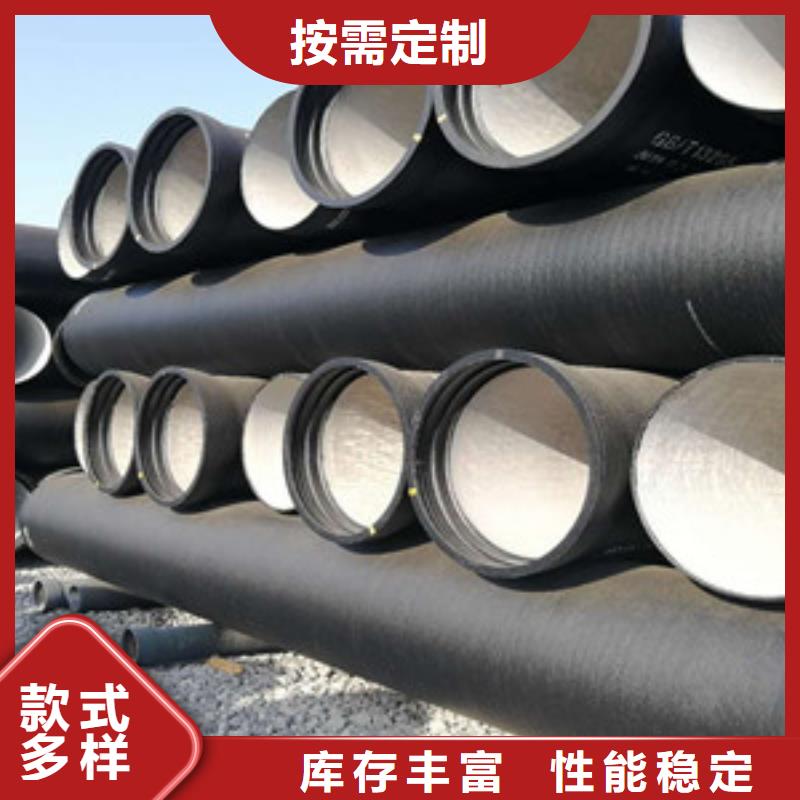
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 格瑞 |
| 产品规格 | 100-1400 |
| 发货城市 | 全国 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 0.095 |
| 产品颜色 | 黑色 |
| 质保时间 | 70 |
| 外形尺寸 | 圆形 |
| 适用领域 | 市政工程 |
| 是否进口 | 否 |
| 品牌 | 格瑞 |
| 规格 | DN100-1400 |
| 加工工艺 | 离心浇铸 |
| 类型 | 球墨铸铁 |
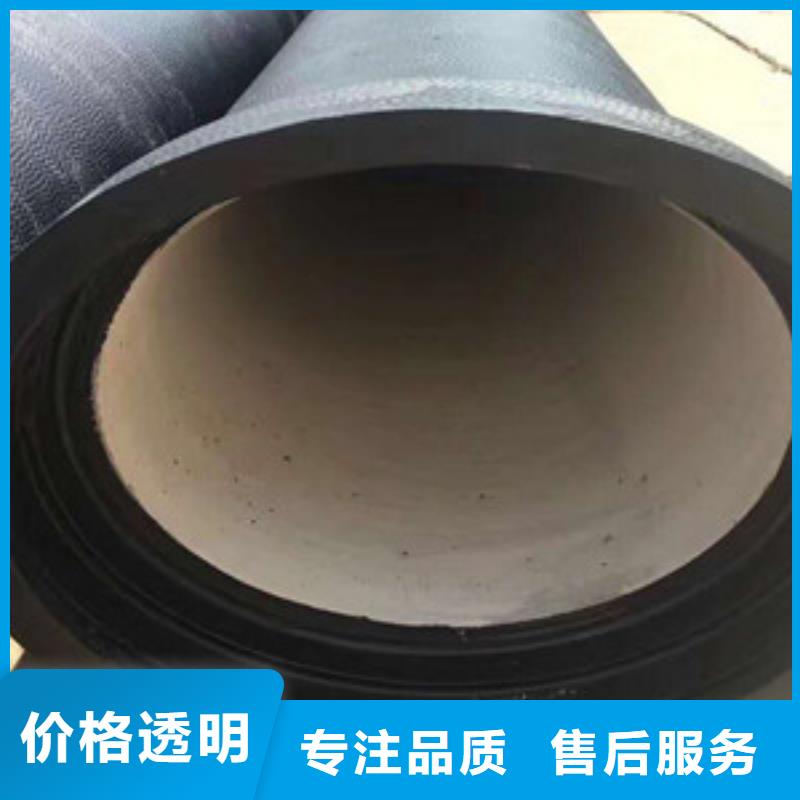
| 用途 | 市政给水消防排污 |
| 可售地 | 全国 |
| 计重方式 | 理计 |






球墨铸铁管确定合理的加热温度和退火时间 球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间泡沫模样材料采用普通的EPS发泡成型。为保证泡沫模样尺寸精度与刚性,减少多次拼接造成误差和变形的原则。
球墨铸铁管及球墨铸铁管件具有三个功能:对管线实现小口径大流量;对管线实现高压远距离输送;防止管线爆管。更适合采用消失模铸造工艺生产。根据IS02531标准规定;我们根据具体的按照以上工艺生产的大口径球墨铸铁管件其外观光洁,表面美观,壁厚均匀,同时铸件尺寸达到IS02531标准和GB/T13295标准要求。采用消失模铸造工艺后,产品质量得到了提高,球墨铸铁管件生产工艺具有生产周期短、工艺先进、表面质量好(其管件表面粗糙度达12.5μm)等特点。同时,消失模铸造投资少,见效快,应用范围广泛。消失模铸造是一种几乎没有加工余量,且能成型的铸造工艺。容易实现清洁、批量化生产,特别是球墨铸铁管件规格品种多、供货周期短,交货期急, 生产成本或得了降低同时得到客户认可。
球化剂质量中,应重视MgO含量、成分的偏析程度以及粒度的集中度。凡是粒度不匀,粉末多,色泽发暗的球化剂不宜选用。除渣剂分低、中、高三档。由原矿经简单破碎、过筛的产品属于低档,各省均产。现已不被铸造厂看好。中档除渣剂对原矿有所选择,增加了水洗等工序,能满足铸件的基本要求,为多数工厂接受。球墨铸铁管处理仍以包内冲入法为主。选用球化剂需视熔炉、出铁温度,脱硫与否和球铁类型等而定。一般而言,冲天炉铁液选用Mg7~9%,RE3~7%的球化剂,感应炉铁液选用低Mg,低RE球化剂,亦有的厂仍用Mg8RE3球化剂。JB/T9228-1999标准,对Mg 和RE的成分范围偏差规定为±1%,有些厂标已缩小为±0.5%,对Ca、Al等亦有明确规定。
球墨铸铁管厂库社库库存双降,但产量却创出节后新高,特别近期废钢价格连续走低,一些短流程钢企利润回升,生产积极性较大,而长流程钢厂始终保持高开工率,叠加国外疫情有种失控感觉,据了解许多出口订单已撕毁合同,这将对市场反弹产生,但由于目前不论还是现货已经处于相对低点,部分品种已基本接近年后低价,若没有更大的利空向下的空间或不是很大。由于近期废钢价格下跌带来成本回落,废钢价格已经接近铁水成本,原料替代将会突显,将会影响到生产成本下移。此外,大部分高炉目前仍有利润空间,产量还是在正常水平上,在当前球墨铸铁管社会库存仍然在历史高位去库存还是有一定压力。进入四月份个别钢厂已经在亏损边缘,但整体需求有好转,成交也在放量,球墨管需求好于板材,这说明基建投资正在发力,但对应全球经济都在下滑,在大的环境影响下,大涨概率不大。