以下是:止水铜片_聚丙烯抗裂纤维货源稳定的产品参数
| 产品参数 |
|---|
| 产品价格 | 10/米 |
|---|
| 发货期限 | 1 |
|---|
| 供货总量 | 995 |
|---|
| 运费说明 | 面议 |
|---|
在广东省采购止水铜片_聚丙烯抗裂纤维货源稳定请认准金鸿耀工程材料有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:程经理-15650312333,QQ:728882077,地址:聊城羊里街道办事处发货到广东省 广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市)。 广东省 广东省是中国的南大门,处在南海航运枢纽位置上。汉代时期,徐闻古港是海上丝绸之路始发港,正式翻开了中西方国与国之间海上交流史的页。到了清代,广州成为全国的对外通商口岸。改革开放后,广东成为改革开放前沿阵地和引进西方经济、文化、科技的窗口。自1989年起,广东省国内生产总值连续居全国位,成为中国经济大省,经济总量占全国的1/8。广东省域经济综合竞争力居全国。
我们的止水铜片_聚丙烯抗裂纤维货源稳定视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:止水铜片_聚丙烯抗裂纤维货源稳定的图文介绍

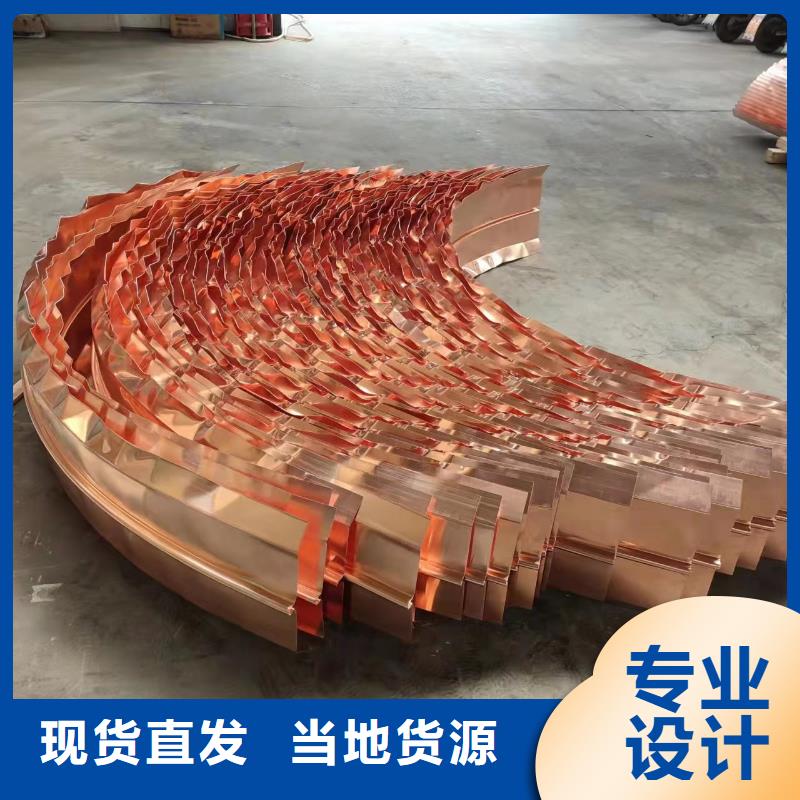
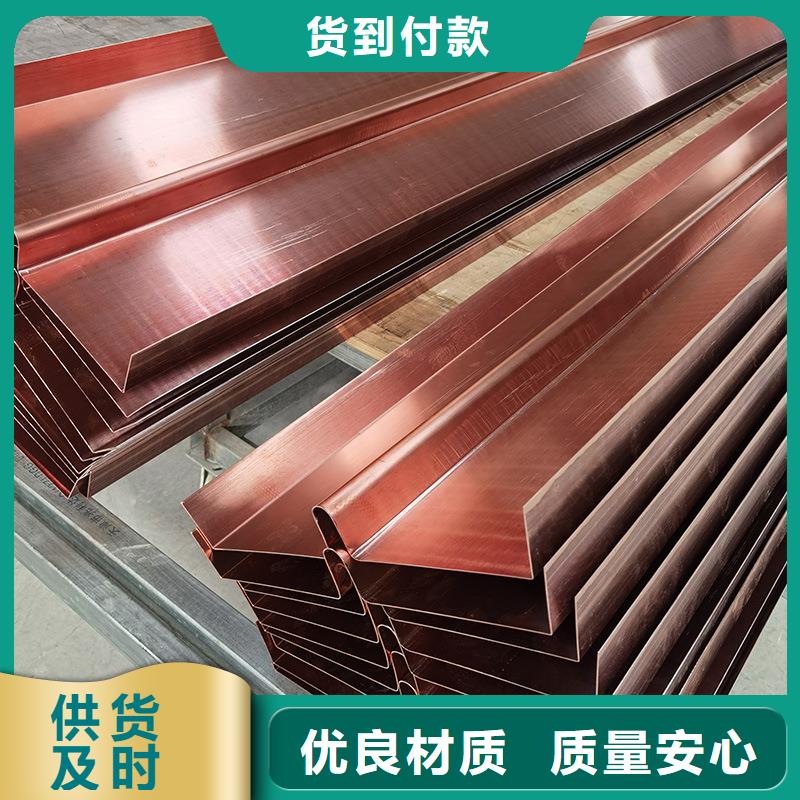
广东止水铜片 1、止水装置前首先要查看和校对加工的缺点,止水外表要处置洁净、平直,特别是紫铜片外表的浮皮、油漆、油污 、锈蚀等要处置洁净。 广东止水铜片 2、一旦有钉孔,裂缝等要及时进行焊补,否则一旦使用破损的铜片就不能起到防漏作用了。 3、在安装的时候要准备并且保证牢固,不能出现变形,裂纹。 4、成型后的止水紫铜片,在装置时,应避免歪曲变形或其他损坏。 5、止水装置时,其中线应与缝中线重合。 6、关于止水紫铜片,鼻子有较大的变形性,为避免浇筑砼时砂浆或其它物质进入鼻子的空腔内,在鼻子内填塞可塑性填料或用胶带进行关闭,可塑性填料可用聚氨酯类泡沫塑料、沥青浸渍的泡沫塑料或其他塑料资料。在止水片埋设部位模板进行分缝,两片模板夹住止水片进行固定。 止水铜片型状可分为W型、F型、T型、D型等,根据大样图定制成型。 止水铜片规格,是含铜量、以及宽度、厚度软硬态及物理特性的一种表现形式。含铜量,用T表示,即T2于T3,T2含铜量>=99.8%,T3含铜量>=99.7%,铜软硬态,O60表示铜硬度状态为软态,抗拉强度>=195MPa,伸长率30%,H01,抗拉强度>=215MPa,延伸率为>=25%. 因目前水工建筑基本都是 项目,为了规范行业水工建筑材料质量, 颁布相应的执行标准,目前适用于GB2059-2017,其中规定紫铜止水厚度为0.5~14mm,宽度为200-1000,抗拉强度不小于195MPa,伸长率不小于30%,并且,需提供厂家合格,保证止水铜片质量。 规定了紫铜止水厚度及宽度,而为了减少施工过程中的焊接次数,紫铜止水长度在不影响施工及物流的情况下可根据工程需要选择适合长度。


广东止水铜片紫铜止水带作为一种基本的止水结构,广东止水铜片被广泛应用于国内外大、中型水利工程水利项目中,紫铜是含铜量不低于99.5%工业纯铜,应表面呈现紫色而出名。根据其含铜量不同,其牌号分为T1/T2/T3/T4。 其优点是柔韧性好、抗扰渗能力强、抗腐蚀能力强。 其缺点是紫铜止水带接头需要现场焊接,对焊接质量要求高,并且施工造价较高。 紫铜止水带注意事项 一、紫铜止水带不应该放置在温度很高的地方或者阳光直射的地方,同理也不可以放在潮湿处,酸碱性、易燃易爆物更是要远离。 二、在运输施工中,防止机械、钢筋损伤紫铜止水片带。 三、施工过程中,紫铜止水片带必须可靠牢固,避免在浇筑混凝土时发生转移,保证紫铜止水带在混凝土中的正确位置。 四、固定紫铜止水片带的方法有:利用附加钢筋固定、专用卡具固定、铅丝和模板固定,如需穿孔时,只能选在紫铜止水片带的边缘安装区,不得损伤其他部位。 五、如需大量采购,需要提前选择好款型,确定要使用的尺寸,异型结构有详细的图纸。出厂时尽量确保紫铜止水片带可以连接一体。



为大家解读下我国南水北调工程中的混凝土工程所需的止水铜片,广东止水铜片了解大型水利项目对紫铜止水带的要求有利于生产加工厂对产品质量的把控。 1.止水铜片外观:轮廓清晰,无裂纹、压折、凹坑; 2.止水铜片表面:平整无绣污、无浮皮、无油渍,无砂眼; 3.关于成型:压模一次性压制成型,止水铜片的转角和接头一律场内制作,现场搭接。 4.混凝土中紫铜止水带的抗拉力强度不小于205MPa,延伸率不低于百分之三十。 5.混凝土中的铜止水片冷弯180°时不出现裂缝,并且顶部可持续直径约1cm的弧度不断裂。 为了使紫铜止水带发挥出 止水效果,现在的安装施工尤为重要,如沥青灌注不实,则会引起渗漏,是影响止水效果 的隐患,伸缩缝的钢筋相对较密,水平止水铜片下部的混凝土难以振捣密实,振捣有一定难度,必须监督现场工人扎实施工,确保止水铜片翼缘放置于浇筑层中间,无论多层混凝土还是单层,都应确保其居中。在浇筑混凝土沥青时,将沥青熬制地点靠近灌注现场,防止运输造成的沥青温度降低。灌注必须分段进行,一次灌注长度不超过1m,排除沥青槽内的空气,每次灌注结束后需积极采取风度措施,防止杂物或水进入,避免形成冷缝引发渗漏,确保沥青灌注密实,这样才能使混凝土中的止水铜片发挥出 的止水效果


金鸿耀工程材料有限公司主要产品: 广东聚丙烯纤维,供货及时、服务到位的优势,是广大用户的长期合作伙伴。
追求卓精
卓精不是一个标准,而是一种境界
矢志创新
敢于创新,创造可持续的价值。
绿色责任
善用其效,尽享其能
分享成果
乐人之乐,人亦乐其乐



今年在广东省购买止水铜片_聚丙烯抗裂纤维货源稳定有了新选择,金鸿耀工程材料有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的止水铜片_聚丙烯抗裂纤维货源稳定产品。如需购买或咨询,请随时联系我们,联系人:程经理-15650312333,QQ:728882077,地址:羊里街道办事处。