

以下是:没用正规实体厂家的产品参数没用正规实体厂家,展翼金属制品有限公司为您提供没用正规实体厂家,联系人:许经理,电话:0527-88266888、18762195566,QQ:2221860664,请联系展翼金属制品有限公司,发货地:聊城市高新区工业园发货到山西省 吕梁市 离石区、文水县、交城县、兴县、临县、柳林县、石楼县、岚县、方山县、中阳县、交口县、孝义市、汾阳市。 山西省,吕梁市 吕梁的建置早可追溯到春秋时代,当时吕梁有屈邑、平陵邑、中阳邑及瓜衍县等;1971年,组建吕梁地区,后于2003年撤地设市。吕梁是革命老区,曾是红军东征主战场、晋绥边区首府和中央后委所在地;吕梁是全国的白酒、红枣、核桃、小杂粮生产基地,是中国的清香型白酒生产基地,被评为“世界十大烈酒产区”。2020年,吕梁市获评全国双拥模范城市。境内有北武当山和碛口两大风景名胜区。
为了给您提供更的没用正规实体厂家产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:没用正规实体厂家的图文介绍自成立以来,山西吕梁展翼金属制品有限公司一直专注于【不锈钢复合管】的品牌形象。经过市场的多年积淀,公司在【不锈钢复合管】产品研发方面取得了大量成果,在生产工艺、质量控制、销售服务等方面获得了很大进步。目前,我们已成为自主创新的典型企业,受到广泛认可,赢得了较高声誉。
我们实施严格的质量管理体系,每项【不锈钢复合管】工作从细节开始、分工明确、率生产、服务全球。目前客户已超过500多家,遍及国内所有省份。
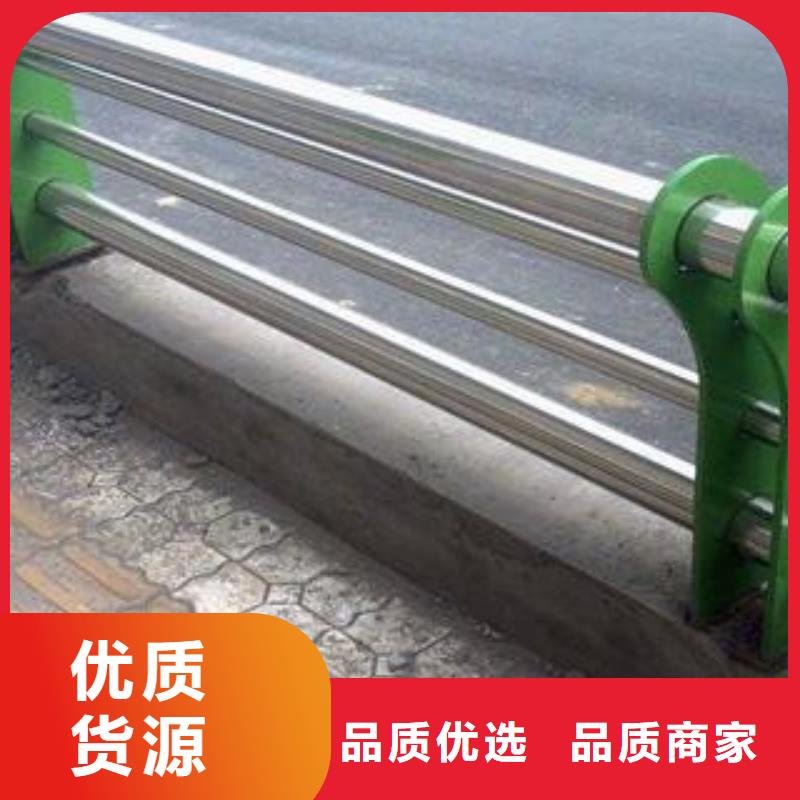
这种复合管主要是由不锈钢和碳素结构制作的,采用的就是那种没有任何压力的新型材料,还是经过同步复合成的新材料。正因为如此,所以不锈钢复合管兼具了不锈钢抗腐蚀性,和耐磨性能,同时还拥有那种美丽卓越的外表。当然了,不锈钢复合管的性能还远远不止这么几种,它还包括了碳素钢良好的抗弯强度及抗冲击性在本质上是符合了节能及普及原则的。
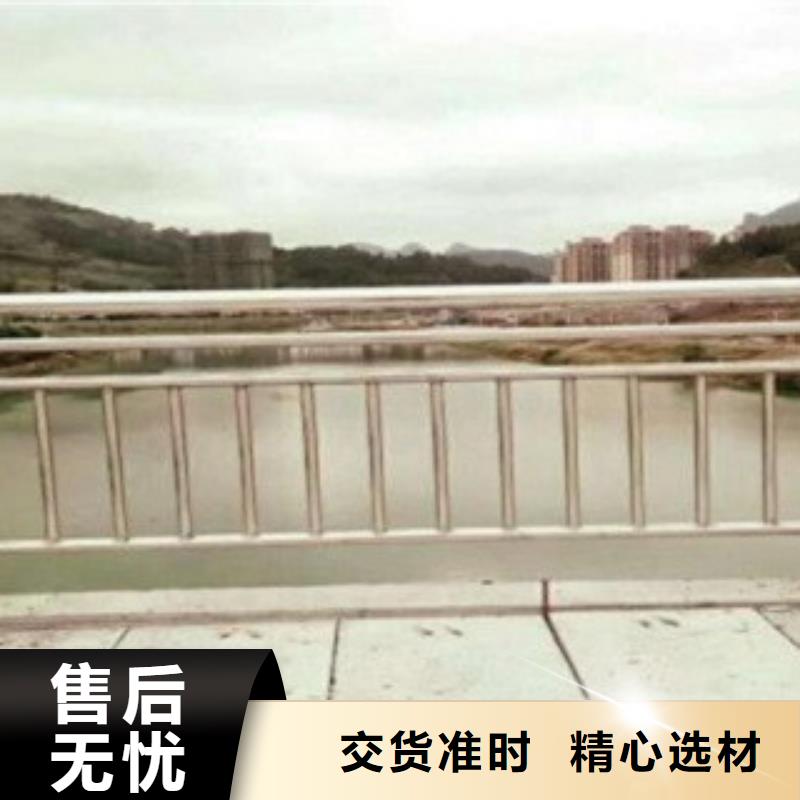
在2002年GB/T18704-2002正式颁布了有关不锈钢复合管的基本条件,有关部门在材料选择到检验等方面都进行了一整套的严格规范,基于这种新材料本身美观的外表、低廉的价格等优点,被广泛应用在各个方面,比如说桥梁护栏、装饰装潢、纺机配件等领域。
我们都知道,不锈钢碳素钢复合管材属于市场上新型的管材类型,这类管材材料主要使用在公路及桥梁的护栏之上。这样做的目的是为了避免车辆出现失控现象而驶出护栏之外,从而起到、保护的效果。不过,不同等级的不锈钢碳素钢复合管材性能不同,等级划分也不一样。
下面,我们就来看看相关知识的详细介绍吧。、按照构造特征以及自身的防撞性能进行划分。详细说来,按照设置位置去进行划分的话,可以将其分为桥侧护栏划分、桥梁分隔带护栏与人行护栏、车道分界处护栏等等。第可以按照设置位置来区分之外,还可以按照不锈钢碳素钢复合管自身的构造特征去进行划分。
比如,可以将其划分为梁柱的护栏及护栏、钢筋混凝土墙的扩栏、组合的护栏等等。第按照它的防撞性能去进行划分的。比如,根据详细的区别,我们可以将去规划为刚性护栏、半刚性护栏以及柔性护栏三个等级等等。根据上述三点介绍,我们可以看出,不锈钢碳素钢复合管的性能等级划分比较多。
沟槽连接DN125-DN600的管件因口径较大,加工螺纹和拧紧螺纹较困难,故DN125-DN600的管件应采用沟槽式管接头和衬塑法蓝。沟槽式管接头是执行城镇建设行业CJ/T156沟槽式管接头。沟槽式管接头在外表面和端面进行了静电喷塑处理,也可在球墨铸铁沟槽式管接头外镀HA合金镀层,镀层的耐蚀水平达到不锈钢的耐蚀水平。
接头内包硅橡胶或食品级橡胶的密封圈,流体在管内流动不会和外层钢管。在内衬不锈钢复合钢管的端部外表面出沟槽,沟槽式管接头的两端边压在沟槽之中,沟槽式管接头由两瓣的沟槽式管接头组成,两瓣的沟槽式管接头之间由螺拴和螺母连接。
端面防腐套和密封胶很好地解决了采用沟槽式连接时管端面的防腐问题,耐高温,可输送热水、沸水、蒸气内衬不锈钢复合钢管联接管件采用按GB3287-1982可锻铸铁管路连接件生产的镀HA合金可锻铸铁管件或用304不锈钢精密铸造的管件。
镀HA合金可锻铸铁管件和304不锈钢精密铸造的管件耐温可达到250℃以上,可输送热水、沸水和蒸汽。304不锈钢是耐热钢,在400℃时的抗拉强度仍达到412Mpa,高于普通钢材在常温下的抗拉强度。所以内衬不锈钢复合钢管的耐高温1能是非常好的,可以用来输送热水、沸水、蒸汽。
低温脆1好,系数小塑料的冷缩程度超过钢材10倍,而塑料在遇冷收缩时延伸能力又大大低于钢材,故在寒冷季节管内水结冰时,塑料管遇结冰后不能收缩恢复,多次累积,使塑料超过极限而发生脆断。焊接钢管确保伸长率超过15%,304不锈钢管的伸长率确保超过25%,能伸长的外层钢管,内衬伸长率更好的不锈钢管,避免当管内水结冰时脆断。
能耐弱酸腐蚀304不锈钢在20℃时在10%中的腐蚀速度为每年小于0.1毫米,在10%沸醋酸中的腐蚀速度为每年小于0.1毫米,在20℃时50%柠檬酸中的腐蚀速度为每年小于0.1毫米,在20℃时20%中的腐蚀速度为每年小于0.1毫米,在60℃时80%的中的腐蚀速度为每年小于0.1毫米,在50℃时在2%硫酸中的腐蚀速度为每年0.016毫米。
按GB/T9711规定,输送天然气和石油的内衬不锈钢复合钢管要进行-40℃夏比冲击。光滑,流体流动阻力小内衬不锈钢复合钢管中的内衬不锈钢管是由冷轧不锈钢带焊接而成,冷轧不锈钢带表面光洁,故不锈钢管光滑,管内流体阻力小,不结垢,流体无污染。
由于集中体现豪华、美观、质坚、价廉等一系列突出优点,不锈钢复合管问世短短几年来,已成功应用于北京国展、北京场馆、上海浦东、黄石(安庆)长江大桥、南京赛虹立交桥等几乎所有重点工程,并出口、中东等许多和地区。
内衬不锈钢复合钢管的焊接工艺是怎样的。内衬不锈钢复合钢管(304+Q235B)是一种新兴的复合管材,具有耐腐蚀、耐高温、高延伸1、度等特点,被广泛应用于新建和扩建石化装置的工艺管线中。这种管材大的使用问题是:基层和复合层的完全熔焊问题。
为达到良好的焊接效果,正确的焊接是:焊前焊接前将层的油漆、污垢及氧化层等清理干净,以免焊接中杂质受热会分解成H2O和CO2。焊前还要对基层和复合层进行预热。预热采用电加热,以对心线为基准,两侧不小于壁厚3倍,且不小于50mm,并防止过热。
焊接先焊复合层,后焊基层,流程:封焊层——打底焊——过渡层——填充层——盖面层。1)管子对焊组对时,其应齐平,错边量不宜超过管壁厚度的10%,且应≤2mm。2)焊接时,应尽量采用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。
3)点固焊时管内必须充氩,以保证点固焊焊缝。打底焊时,仰焊位置采用内填丝,立焊、平焊位置采用外填丝法进行焊接。4)应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小流量,防止气压过大使焊缝产生凹陷。
5)焊丝不能与钨级或直接深入电弧的弧柱区,防止电弧的和产生夹钨缺陷,焊丝端部不得退出保护区,防止焊丝氧化。6)道间温度应控制在150℃以下,施工中采用焊缝两侧水冷的冷却,即将湿毛巾裹在距焊缝80mm以外的两侧钢管上,使焊缝尽快降到150℃以下。
焊后焊后应仔细清理焊件表面的焊渣、焊瘤物及其他污物,必要时应对焊缝进行局部修整。焊接后,应进行后热处理残余应力,焊后处理需按照设计要求进行,局部热处理时,宜采用电加热法。基层的焊后处理应按基层材质要求选择热处理温度,其他参数按不锈钢内衬管总厚度(7±1
没用正规实体厂家,展翼金属制品有限公司专业从事没用正规实体厂家,联系人:许经理,电话:0527-88266888、18762195566,QQ:2221860664,发货地:聊城市高新区工业园,以下是没用正规实体厂家的详细页面。











