
以下是:品牌的异型管厂家的产品参数在北京市采购品牌的异型管厂家请认准恒盛信达钢铁贸易有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:王立祥-18762195566,QQ:601360604,地址:大邱庄镇陈大公路东300米发货到北京市 东城区、西城区、丰台区、石景山区、海淀区、门头沟区、房山区、通州区、顺义区、昌平区、大兴区、怀柔区、平谷区、朝阳区、延庆区、密云区)。 北京市 北京市(Beijing),简称“京”,古称燕京、北平,中华民族的发祥地之一,是中华人民共和国首都、直辖市、中心城市、超大城市,国务院批复确定的中国政治中心、文化中心、国际交往中心、科技创新中心,中国历史文化名城和古都之一,世界一线城市。截至2023年10月,北京市下辖16个区,总面积16410.54平方千米。2022年末,北京市常住人口2184.3万人。
文字再美,也抵不过视频中的品牌的异型管厂家产品真实呈现,赶快点击观看吧!以下是:品牌的异型管厂家的图文介绍北京恒盛信达钢铁贸易有限公司为您提供的 镀锌管一站式服务包含设计、生产、安装,秉承以客户为中心的服务理念,用心去感受客户需求,公司主营 镀锌管,为客户提供优质的产品、良好的技术支持、健全的售后服务以及真诚的态度均得到新老客户的一致好评。公司组织机构健全且拥有一批经验丰富、高素质、率的员工队伍,如果您对我公司的 镀锌管产品服务有兴趣,请在线留言或者来电咨询。
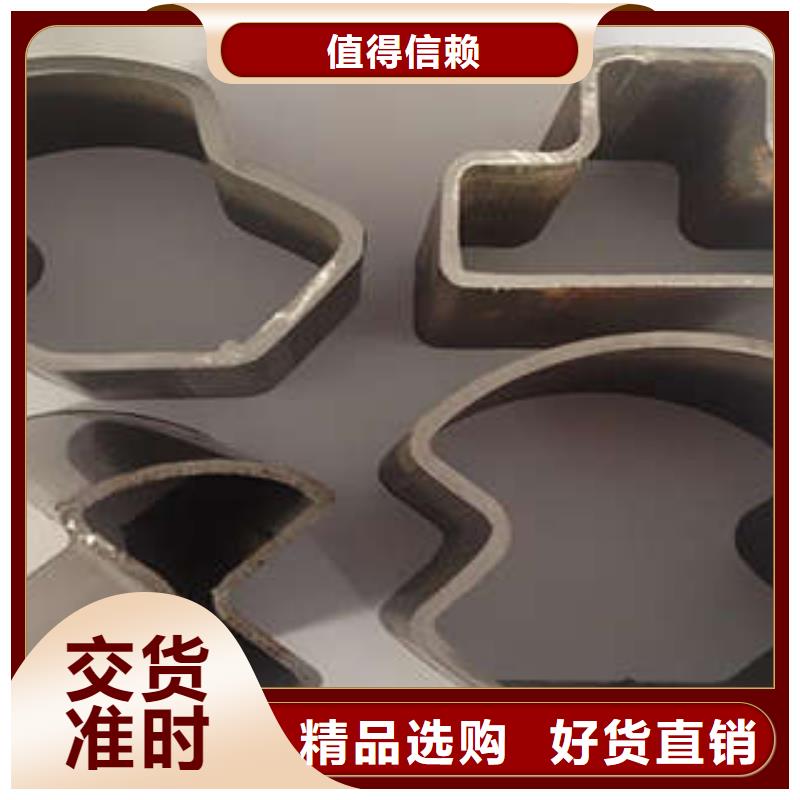
浅析不锈钢异型管的焊接要点:
不锈钢异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
异型管焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
焊嘴与异型管间的距离以15-25mm为宜。
对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松一些。
一般在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
在室外有风的地方进行异型管焊接时,务请采取挡板的措施,而在室内则应采取适当的换气措施。
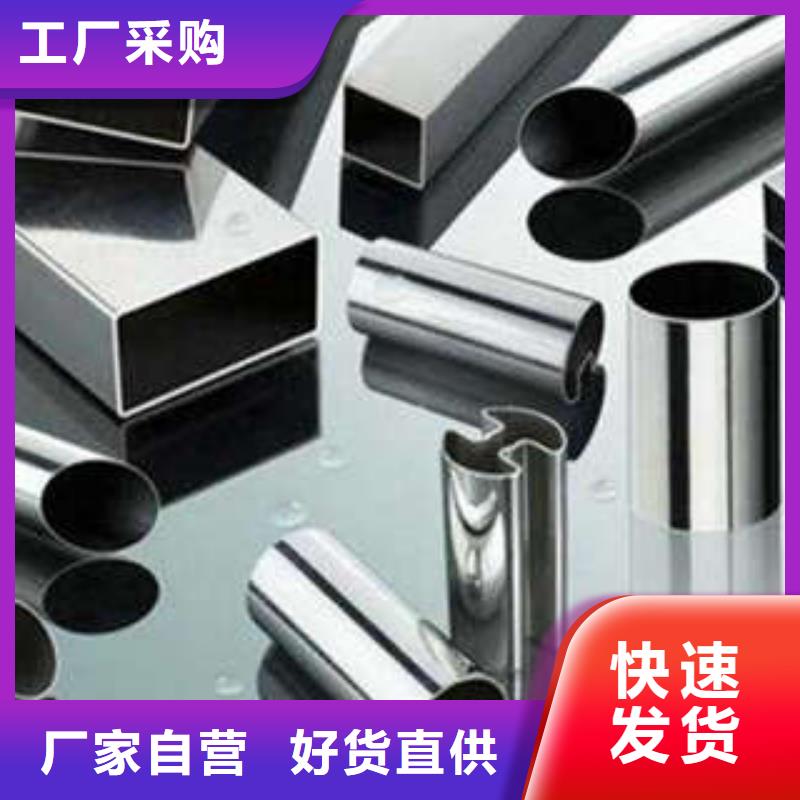
控制异型管厚度波动的九点措施:
将乳化液的浓度由2.5%提高到4%左右,增大轧制过程中轧辊与异型管带钢有效接触区的油膜厚度,提高润滑性能,降低摩察系数,从而降低轧制力,改善厚度波动。
通过添加酸性添加剂,使乳化液pH值控制在5-5.5,使轧制油颗粒度趋于增大,降低乳化液稳定性,使ESI由60%-80%降低到40%-60%,从而提高油水分离效果,改善异型管的润滑条件。
降低工作辊辊面粗糙度,将辊面粗糙度由0.8-1.0μm减小到0.4-0.6μm。
压缩轧制道次,减小因加工硬化引起变形抗力增大导致的异型管道次轧制力增大,厚度波动。
将轧机正常生产时乳化液的加热温度由50-55 ℃,提高为55-60 ℃,以加快乳化液油滴分子的运动速度,使油滴分子聚集度增大,改善润滑条件。
启车后直接升速轧制,以改善乳化液润滑条件,增加轧辊与异型管带钢之间轧制油量和油膜厚度,减小摩察系数,降低轧制力,减小厚度波动。
今年在北京市购买品牌的异型管厂家有了新选择,恒盛信达钢铁贸易有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的品牌的异型管厂家产品。如需购买或咨询,请随时联系我们,联系人:王立祥-18762195566,QQ:601360604,地址:大邱庄镇陈大公路东300米。








