

以下是:异型管、异型管厂家直销-质量保证的产品参数异型管、异型管厂家直销-质量保证,恒盛信达钢铁贸易有限公司专业从事异型管、异型管厂家直销-质量保证,联系人:王立祥,电话:0527-88266888、18762195566,QQ:601360604,发货地:大邱庄镇陈大公路东300米发货到河南省 郑州市 中原区、二七区、金水区、上街区、惠济区、中牟县、巩义市、荥阳市、新密市、新郑市、登封市,以下是异型管、异型管厂家直销-质量保证的详细页面。 河南省,郑州市 郑州市,简称“郑”,史谓“天地之中”,古称商都,今谓绿城,河南省辖地级市、省会、特大城市,《促进中部地区崛起“十三五”规划》明确支持建设的中心城市。地处河南省中北部,黄河中、下游分界处,介于东经112°42′~114°14′,北纬34°16′~34°58′之间,全市总面积7567平方千米。地形总趋势是西南高、东北低,属温带大陆性季风气候,境内有大小河流124条,地跨黄河、淮河两大流域。截至2022年12月,郑州市辖6个区、5个县级市、1个县。截至2022年末,郑州市有常住人口1282.8万人。
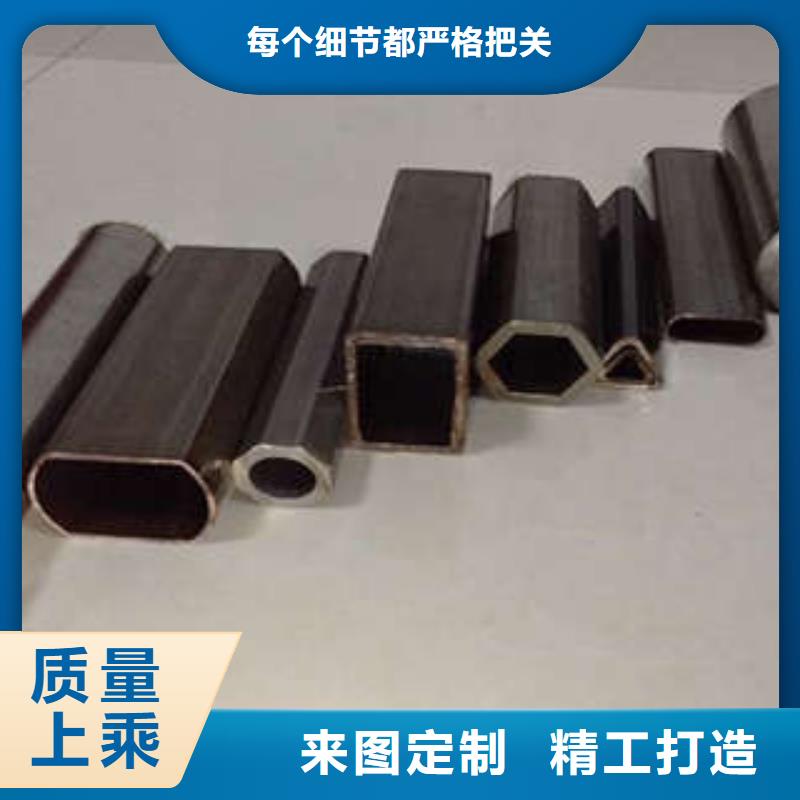
一分钟的时间,对于了解我们的异型管、异型管厂家直销-质量保证产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。以下是:异型管、异型管厂家直销-质量保证的图文介绍在生产异型管的时候,为了能够提率而把一些没有做的步骤给省略了。其实这样的方法并不是真正的提率,而是在破坏钢管的质量,而连锁反应也会导致质量的减低,因此我们在生产过程中一定注意。
无缝异型管制造过程中偶尔会遇到缺陷问题,如果是在表面,用视觉就能检测到,但是如果问题出在里面又该怎么办呢常用的检测方法一般来说有磁粉检测或渗透检测两种。
磁粉检测或渗透检测可有效的发现异型管表面裂纹、折叠、重皮、发纹、针孔等表面缺陷。对于铁磁性材料、应优先采用磁粉检测法,因其具有较高的检测灵敏度;对于非铁磁性材料,如不锈钢异型管,则采用渗透检测法。
当两端预留切除余量较少时,由于检测装置的结构原因,两端头有时得不到有效的检测,而异型管端头是有可能存在裂纹或其他缺陷的部位。如果端头存在有潜在的裂纹倾向,安装时的焊接热影响也有可能使潜在的裂纹扩展。因此,也应注意对焊后异型管一定区域的检测,及时发现钢管端头缺陷的扩展。
对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松一些。
一般在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
在室外有风的地方进行异型管焊接时,务请采取挡板的措施,而在室内则应采取适当的换气措施。
控制异型管厚度波动的九点措施:
将乳化液的浓度由2.5%提高到4%左右,增大轧制过程中轧辊与异型管带钢有效接触区的油膜厚度,提高润滑性能,降低摩察系数,从而降低轧制力,改善厚度波动。
通过添加酸性添加剂,使乳化液pH值控制在5-5.5,使轧制油颗粒度趋于增大,降低乳化液稳定性,使ESI由60%-80%降低到40%-60%,从而提高油水分离效果,改善异型管的润滑条件。
降低工作辊辊面粗糙度,将辊面粗糙度由0.8-1.0μm减小到0.4-0.6μm。
压缩轧制道次,减小因加工硬化引起变形抗力增大导致的异型管道次轧制力增大,厚度波动。
将轧机正常生产时乳化液的加热温度由50-55 ℃,提高为55-60 ℃,以加快乳化液油滴分子的运动速度,使油滴分子聚集度增大,改善润滑条件。
启车后直接升速轧制,以改善乳化液润滑条件,增加轧辊与异型管带钢之间轧制油量和油膜厚度,减小摩察系数,降低轧制力,减小厚度波动。
河南郑州恒盛信达钢铁贸易有限公司本着'质优效率,守约重誉'的经营理念和服务宗旨为广大客户提供质优价廉的产品和售后服务,得到了各界新老用户的支持和赞誉。我公司郑重承诺,在同等的质量下,保证以低廉的价格,完善的服务,崇高的信誉来答谢各界朋友的支持和厚爱。
公司秉承“以质量求发展,以服务求生存”的原则,并始终坚持“为上、用户为先、质量为先、服务为先、信誉至上”的企业宗旨,并将这一思想始终贯穿在产、供、销等整个企业运行过程之中。凭借科学有序的管理模式、先进技术和设计理念、稳定可靠的产品质量、开拓创新销售理念和及时完善的售前售后服务,赢得了用户的一致赞誉;公司不断加大科技投入力度,在日益激烈的全球化市场竞争中实现公司的可持续发展,力创行业品质、价值新典范。公司对人才一直贯彻“汇聚人才、尊重人才、贤有多大,台有多大”的用人原则,对客户秉承着“提供良好产品、实惠价格、创新的技术、完善的服务”合作原则,我们热忱欢迎各界宾朋莅临鸿海,加入鸿海,携手发展,共创辉煌!
轧件厚度随着管材厚度的增加,轧制压力减小。反之,轧件越薄,轧制压力越大。
异型管的轧制压力会随着摩擦系数而增加,外摩擦影响加大,平均单位压力增加,轧制压力就会增大。
热轧时随着轧制速率的增加,变形抗力增加。冷轧时随着变形速率的增大、轧件温度的升高,变形抗力有所降低。
压下量在轧辊直径和摩擦系数相同的条件下,随着 压下量的增 加,轧件与轧辊的接触面积加大,轧制压力增加。同时接触弧长增加,外影响加剧,平均单位压力增加,轧制压力也随之增大。
轧件宽度随着异型管宽度的增加,接触面积增加,轧制压力增大。
轧制温度随着轧制温度的升高,变形抗力降低,平均单位压力降低,轧制压力减小。
异型管、异型管厂家直销-质量保证_恒盛信达钢铁贸易有限公司,固定电话:18762195566,移动电话:0527-88266888,联系人:王立祥,QQ:601360604,大邱庄镇陈大公路东300米 发货到 河南省郑州市。











