| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |


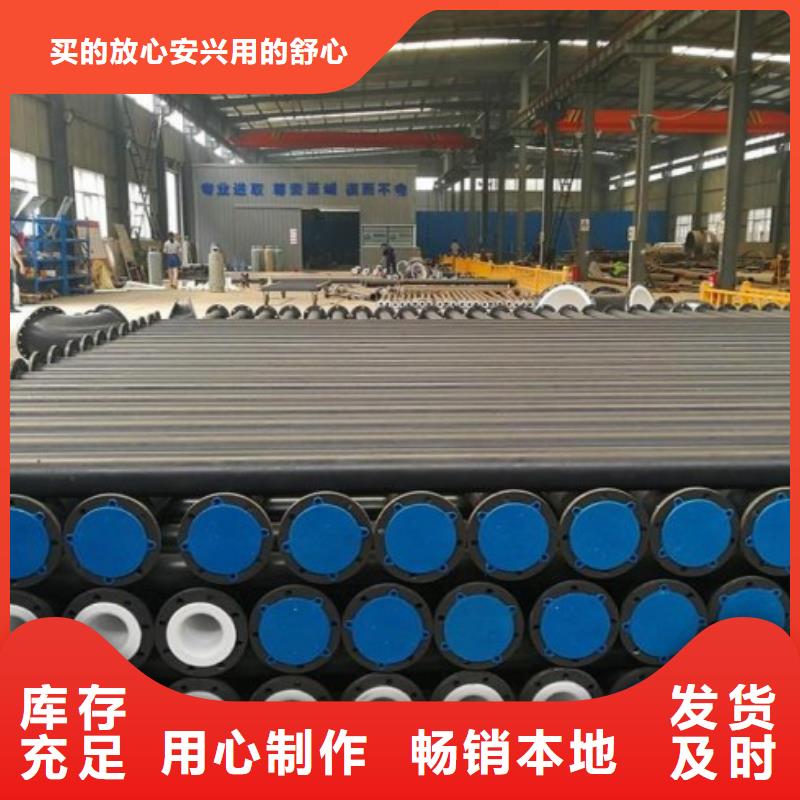
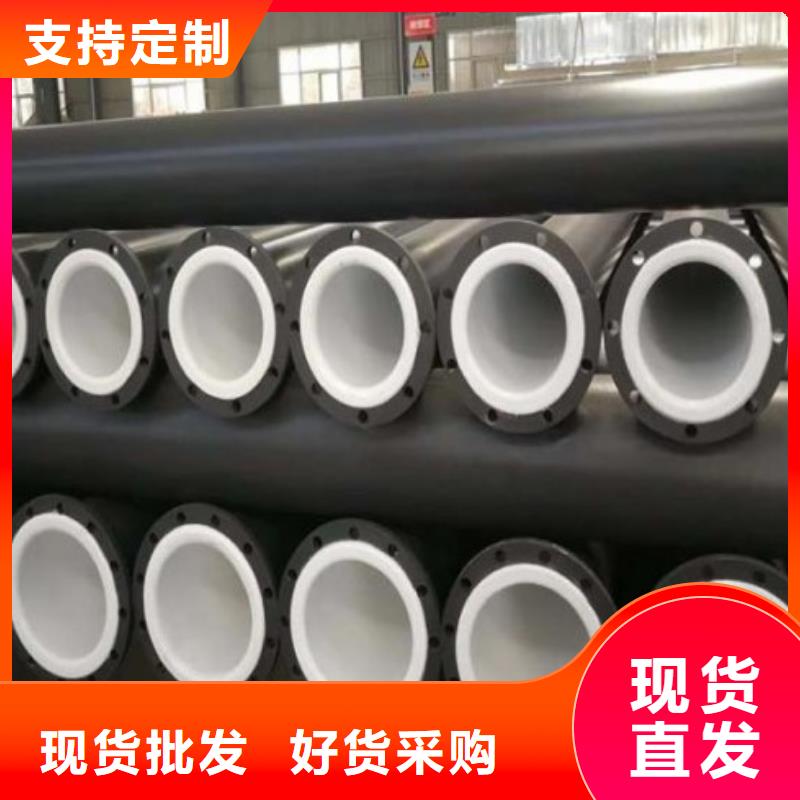
钢衬塑管道的生产工艺是热滚塑工艺,还有一种管道也叫衬塑管,但它的制作工艺是喷涂,二者的区别很大,前者的内衬层较厚,厚度不会低于3mm,主要应用在化工行业,后者的内衬层只有不到1mm,非常的薄,主要是民用输水管道,用在建筑行业,由于名字较为相似因此被很多人误以为二者是一种东西,其实不然,在这里向大家澄清一下,前者是化工专用钢衬塑管道,后者是民用镀锌衬塑管,当然在价格上也会有很大差别。 钢衬塑管道生产工艺主要流程
钢衬塑管道流程简图
原材料 → 切割取料 → 修整 → 调直对眼→ 焊接 → 打磨除锈 → 分送入炉 → 自动加热 → 智能输料 → 旋转滚塑 → 回炉流平 → 表面修整 → 油漆 → 标识 → 包装 →入库;
钢衬塑管道文字说明
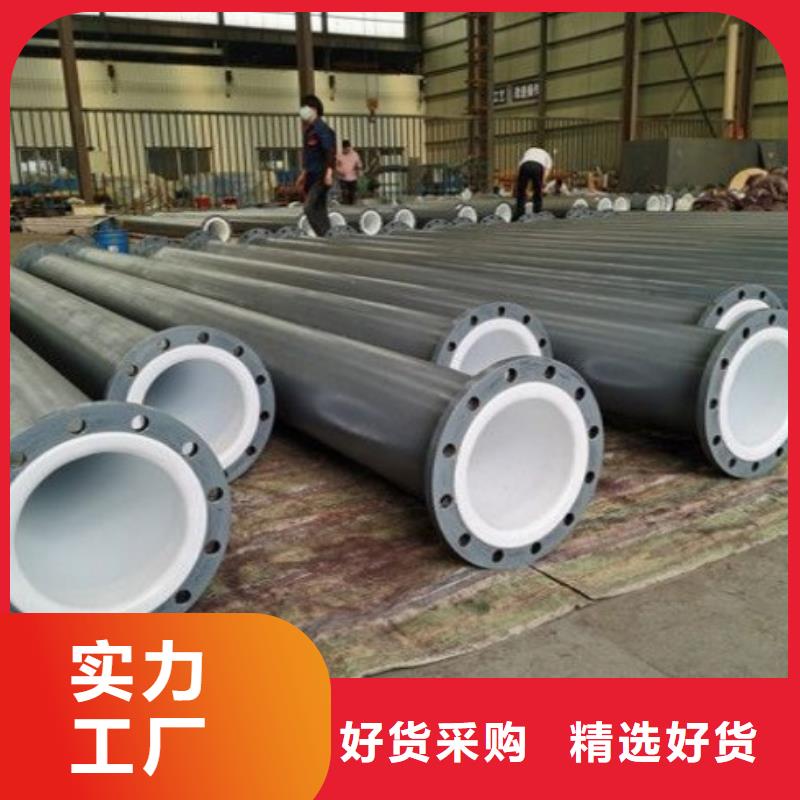
壳体半成品制作
按照公司生产计划和采购计划,购入各种符合要求的原材料,经理化检测后,按规定尺寸由金属管道专用切割机取料,把初取料用数控车床修整,经尺寸检验合格,利用法兰盘精度控制检测仪分别在直管和配件调直对眼机上进行法兰点焊,然后按规格大小分别用自动埋弧焊和气体保护焊焊接成壳体半成品。
打磨除锈处理
经检验合格后的壳体半成品用直压型开放式喷砂机进行内外表面除锈处理,除锈等级达到Sa3级,再将除锈后的壳体半成品内壁进行适度打磨,使钢管内壁呈毛玻璃状,以增加滚衬时塑料和钢管的粘接力和致密性,同时进一步除去焊渣和铁屑、铁锈,保证下道滚塑工序的产品质量。