| 产品参数 | |
|---|---|
| 产品价格 | 4350 |
| 发货期限 | 两天 |
| 供货总量 | 4000 |
| 运费说明 | 物流 |
| 最小起订 | 1根 |
| 质量等级 | 一级 |
| 是否厂家 | 否 |
| 产品材质 | Q235B Q345B 16mn |
| 产品品牌 | 神悦 |
| 产品规格 | 规格全 |
| 发货城市 | 包头 |
| 产品产地 | 包头 |
| 加工定制 | 加工 |
| 产品型号 | 型号全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 碳钢 |
| 质保时间 | 一年 |
| 外形尺寸 | 圆形 |
| 适用领域 | 排水用 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 无功率 |
| 工作温度 | 530 |
| 长度 | 6米 可按客户要求定尺 |
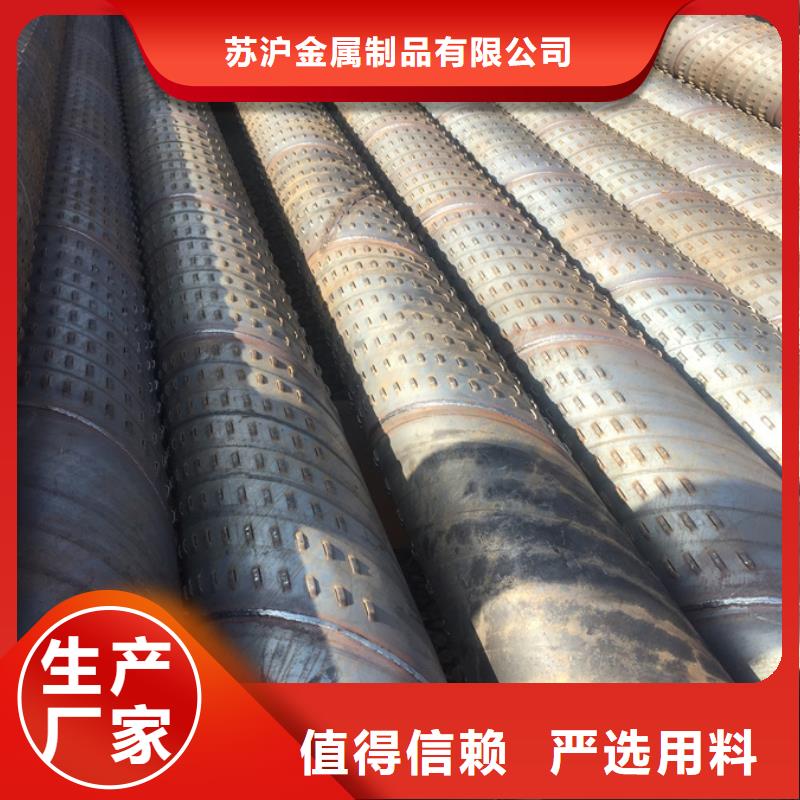
兴安大口径螺旋管构造依据滚动方式不同分成:内伸缩式与外滑动式两种。下面螺旋钢管厂家的小编为大家介绍一下螺旋保温钢管构造原理; 1、兴安大口径螺旋管内伸缩式:保温结构由工作钢管、硅酸铝、减阻层、微孔硅酸钙、隔热板、不锈钢紧固钢带、铝铂反射层、聚氨酯保温层、外衣钢管、外防腐层构成。 2、兴安大口径螺旋管外伸缩式:保温结构由工作钢管、玻璃棉保温隔热板、铝铂反射层、不锈钢紧固带、滚动导向支架、气体隔热层、护管钢管、外防腐层构成。 1.兴安大口径螺旋管防腐层:维护外钢管防止浸蚀物腐蚀钢管,增加钢管使用期限。 2.兴安大口径螺旋管护管钢管:保护隔热层免遭地表水腐蚀,支撑工作管并能承受外界载荷,保证工作管正常运转。
1、兴安防腐螺旋管堆码的原则要求是在码垛稳固、确保的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀; 2、兴安防腐螺旋管禁止在防腐钢管垛位四周存放对钢材有侵蚀作用的物品; 3、兴安防腐螺旋管垛底应垫高、坚固、平整,防止材料受潮或变形; 4、兴安防腐螺旋管同种材料按入库先后分别堆码; 5、兴安防腐螺旋管露天堆放的防腐钢管型钢,下面必需有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形; 6、兴安防腐螺旋管堆垛高度,人工功课的不超过1.2m,机械功课的不超过1.5m,垛宽不超过2.5m; 7、兴安防腐螺旋管垛与垛之间应留有一定的通道,检查道一般为O.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.Om; 8、兴安防腐螺旋管露天堆放角钢和槽钢应俯放,即口朝下,工字钢应立放,钢材的I槽面不能朝上,以免积水生锈; 9、兴安防腐螺旋管垛底垫高,若仓库为向阳的水泥地面,垫高O.1m即可;若为泥地,须垫高O.2~0.5m。若为露天场地,水泥地面垫高O·3~O·5m,沙泥面垫高0.5~O.7m。


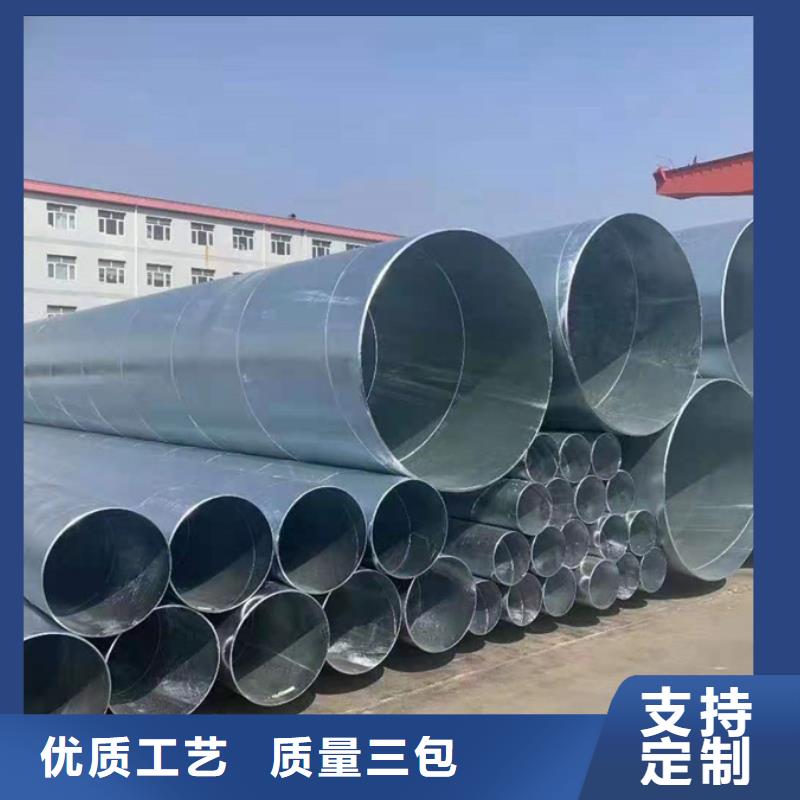
兴安防腐螺旋管是一种以带钢卷材为原材料制成的螺旋缝钢管,通常在一定温度下挤压,并通过自动双丝双面埋弧焊进行焊接。主要生产工艺如下:带钢卷,焊丝和焊剂。在使用之前,必须使用单丝或双丝埋弧焊对带钢的头部和尾部之间的对接进行严格的物理和化学检查。将防腐螺旋钢管轧制成钢管后,使用自动埋弧焊进行修补焊接。修边,表面清洁,输送和翻边前处理使用电接触压力表控制输送机两侧的滚筒压力,以确保带材的平稳输送。采用外部控制或内部控制的辊压成型。焊接间隙控制装置用于确保焊接。接缝间隙满足焊接要求,并严格控制管径,错位量和焊接间隙。内部和外部焊接由美国林肯电焊机进行单丝或双丝埋弧焊,以获得稳定的焊接规格。所有焊缝均通过在线连续超声波自动探伤仪进行检查,以确保螺旋焊缝的无损检测范围。如果有缺陷,防腐螺旋钢管将自动报警并喷洒标记,生产工人将根据此随时调整工艺参数,并使用空气等离子切割机将钢管切割成单管。切成单根管后,每批三个钢管必须经过严格的检查系统,检查机械性能,化学成分,焊缝的熔合状况,钢管的表面质量以及无损检查,以确保确保制管过程合格,然后正式投入生产。焊缝上带有连续声探伤痕迹的零件将被手工超声处理。用X射线检查是否有缺陷,修复后再次进行无损检查,直到确认缺陷是带钢对接焊缝和D型接头的管子与防腐螺旋钢管缝相交为止,防腐螺旋钢管都经过X射线电视或胶片检查。确保每个钢管都经过静水压力测试,并且压力采用径向密封。试验压力和时间由钢管液压微机检测装置严格控制。通过对管端进行机械加工,可以自动打印并记录测试参数,防腐螺旋钢管从而可以控制端面的垂直度,斜角和钝角。期待与您的合作! 螺旋钢管为提高防腐,涂油,包装效果,希望钢管表面光滑的用户也日益增多。
兴安防腐螺旋管生产厂家要提示我们的是,双面埋弧螺旋管焊缝处理方面应该注意一些事项要点。如果间隙过大,就会造成邻近效应减少,涡流热量不足焊缝质检结合不良产生裂缝。间隙过小就会造成邻近效应增大,焊接的热量过大,以至于焊缝烧毁损坏。管坯的两个边缘加热到焊接的温度之后,在挤压辊的挤压下,形成深坑,影响焊缝的表面质量。螺旋管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂。 如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。 1.兴安防腐螺旋管修口 为了保证焊接质量,焊接前要进行检查和纠正,使螺旋钢管的端部,斜角,钝边,圆度等符合接口要求。尺寸,个别钢管的需要在别处做坡口加工时,采用气焊切割,除去炉渣,然后用砂轮磨削。 操作流程是:检查接口连接器的尺寸→气室→确定并调整钢管的纵向接缝错开位置→ 管线的直线度→调整对口的间隙尺寸→调平口→直角→直线→点焊接