| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 商议 |
| 供货总量 | 不限 |
| 运费说明 | 一天 |
| 无缝钢管 | 20#、45#、Q345B |
| 产地 | 聊城 |
| 品牌 | 鑫森 |
| 无缝方管 | Q345B、20# |


|



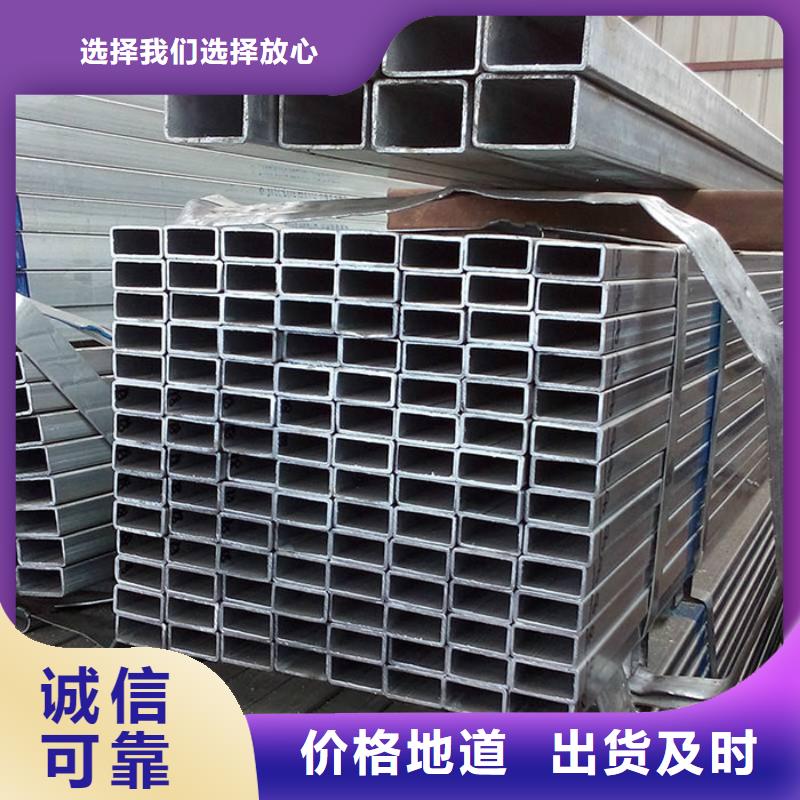
小口径无缝钢管的规格分为外径和壁厚两种,外径的规格一般在6mm-89mm之间,而壁厚则在1mm-12mm之间,按照以上的规则,一般的规格有6*1、18*5、25*6等等。而19*1.5的则是小口径薄壁钢管,因为其厚度只有1.5mm,此外还有27*4、19*5等等规格的小口径钢管。
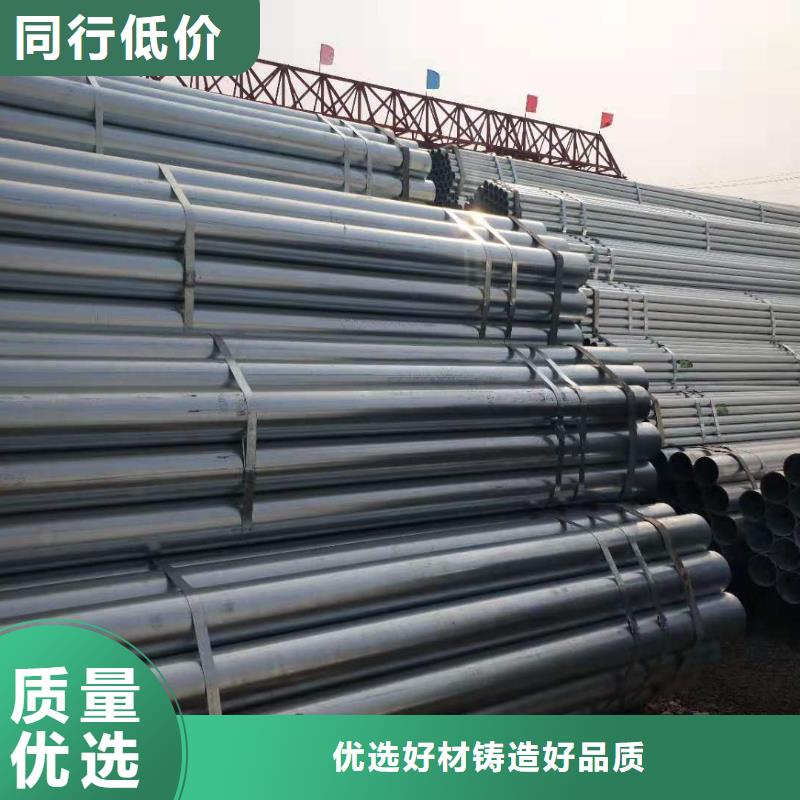
小口径无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材。无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管具有中空截面,大量用作输送流体的管道,钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。


鑫森通达无缝钢管有限公司技术力量雄厚,在新环境下适应了市场经济环境,充满了活力和创造力。公司坚持 辽宁朝阳镀锌方管质量为上、保证信誉和尊重用户的服务宗旨,发扬自强不息、拼搏不止、求实自爱和志在上等的企业精神,竭诚为广大用户服务。




出口是否是冷拔无缝钢管行业目前 途径
进入11月中旬,国际市场无缝钢管价格还在连续下降,这给连年盈利不佳的国内无缝钢管行业带来了喘息之机。但是,面对着这种回暖,更多的机构和专业人士均表示不乐观,认为受到国际市场、无缝钢管产能过剩、结构不合理等因素的影响,这种回暖势头恐怕很难维持太久。
如果国内无缝钢管厂家的注意力和精力仍在低端产品这一块,将来国内无缝钢管厂家甚至可能会面临海外无缝钢管厂家的冲击。 在推进自主创新能力的方面,一是要进行体制机制创新,从体制机制上保证和促进创新活力;二是推进冷拔无缝钢管企业成为技术创新主体,有效整合内部技术创新资源,重视协同创新,推进共性技术研发平台建设;三是加快创新人才队伍建设,形成具有较强科技创新能力的创新团队,不断激发自主创新的活力。
要加快重点领域和关键技术的攻关,迫切需要加强以节约资源、环境友好为导向的流程工艺与冷拔无缝钢管制造自动化、网络化、智能化技术的研发;对节约资源、清洁生产、环境保护的技术和装备创新,以及高强度、长寿命、多功能的新材料的开发等重大关键技术,都要力争自主创新解决;要加强基础研究和前沿技术研究,加强跨学科、跨领域的技术融合;尽快推广成熟的共性技术,促进新品种、新技术和新工艺的产业化应用。
冷拔无缝钢管行业在发展过程中暴露的原创技术不足、生产控制技术与国外存在差距、关键高端产品仍需进口等问题仍然制约着我国向冷拔无缝钢管强国迈进的步伐。应对新常态,根本出路是持续创新发展,冷拔无缝钢管工业要以“科技支撑转型、创新驱动发展”为理念,推动科技创新活动深入开展。一是以生产商向服务商转变引领当代产品创新,与终端产品用户一起实现先期研发介入、后期推广应用和持续跟踪改进,构建“产学研用检”的创新体系,并在实施创新过程中培育用户。二是从第四次工业革命的高度加速推进“两化”深度融合。冷拔无缝钢管行业应敏锐地意识到这一变化,主动探索新工业革命的内涵,把握其内在潜力和能量,引领传统产业的创新发展。三是通过技术创新实现关键品种的赶超。冷拔无缝钢管工业应立足自主创新,积极开发高技术含量、高附加值、关键产品,为实现制造业强国提供关键冷拔无缝钢管材料支撑保障。四是把绿色发展作为技术创新的重要方向,大力推广先进节能减排技术,通过科技创新,进一步提高节能减排技术的效率和效益,不断提高节能减排效果。
由此来看冷拔无缝钢管目前做出口只是其中的一条出路并非是解决冷拔无缝钢管行业目前的良药,过剩的冷拔无缝钢管产能导致冷拔无缝钢管价格急剧下调,这也导致很多小型的冷拔无缝钢管厂家倒闭的现象。


我国冷拔无缝钢管内外探伤技术的基本知识
在探伤技术领域,冷拔无缝钢管是指外径大于φ80mm的钢管。冷拔无缝钢管是石油、化工、热力、锅炉、机械液压等行业重要用材。随着国民经济的发展,我国在“十一五”期间,冷拔无缝钢管的需求量大幅度增加,并明显呈现出大口径化的发展趋势。特别是对于要求耐腐蚀、抗挤压的油井管和大口径高压锅炉管及高质量的石油裂化管、石油石化输送管线管等,将随着 对能源基础设施投入的加大而成为需求的热点。由此,保证产品出厂质量的无损检测提出了方法和技术上的新课题。
水槽式超声检测是采用钢管螺旋前进式,超声探头固定不动。通过水槽和被检钢管的底部充分水耦合的特点,保证耦合层的厚度不变。但是因为超声主要检测内部缺陷对表面和次表面缺陷存在盲区,导致无法检测,再加上采用螺旋前进式,对于12m长的钢管需要占空间30m的场地等不足,一直影响钢管检测方法的选择和推广。
因此,国内外对于冷拔无缝钢管的探伤,一般采用漏磁法或水压实验。在国内,尚没有性能良好的适合冷拔无缝钢管的漏磁探伤设备出品,一旦使用即需要进口。进口漏磁探伤设备价格昂贵,对于国内的大多数企业难以接受;而水压试验效率低、劳动强度大,特别是当操作者责任心不高时,水压检验形同虚设。可见,实现冷拔无缝钢管的探伤已经成为冶金钢管行业亟待解决的课题。
冷拔无缝钢管的特点是直径大,壁厚相对较厚,因此根据这一特点充分利用超声检测内部和涡流检测表面和次表面的特点相结合,可实现“无盲区”探伤。通过采用“钢管原地旋转,检测探头前进的组合方式”,不仅解决检测问题,还解决缩小占用场地的空间。
在自动探伤中,提离效应和稳定耦合层对探伤的影响往往成为棘手的问题。在自动探伤中,提离效应和稳定耦合层是引起漏检和误报的主要原因。不管是漏检或误报,都影响检测的可靠性。长期以来,在自动探伤的实际应用中,由于提离波动引起检测可靠性下降的问题或者由于水耦合层的厚度变化,一直是困扰着这种技术正常使用的“瓶颈”。
通常,解决提离效应的办法主要有:探头的机械跟踪法、探头线圈的桥式接法、改变检测线圈LC回路的电容值和使用多频检测技术等。除机械跟踪法外,其他的几种解决办法,通过改进探头和仪器来得以实现,但机械跟踪只能改进探头架,来防止提离间隙的变化。在实际工业应用中,探头机械跟踪法是常用的克服提离效应影响的方法。常见的探头机械跟踪模式有两种:一种,是采用辊轮限位与汽缸或弹簧顶推相结合的方法,使检测探头与被检工件表面之间保持恒定距离。虽然这种方法对抑制提离效应能起到较好的作用,但同时会使振动噪声加大。另一种,采用探头机械跟踪的方式,是利用测距探头及时地测量出检测探头提离间隙的波动情况,并用测距号来控制和驱动步进电机等动力装置带动检测探头动作,以保证探头与被检工件之间的间隙恒定。这种方法适用于板材或坯材等平面扫查探伤,缺点是由于机械动作的反应速度比较慢,而且还比较复杂。
把探头装入一个探头小车中,并采用二级弹簧顶推的方法使检测探头与被检工件表面之间始终保持一定的距离。从实验结果来看,探头的随动性比较强,基本保证了探头与被检测钢管表面之间的距离恒定,探伤也取得了较好的效果。通常,解决水耦合层的办法主要有:固定水槽箱、稳定水喷装置。由于采用钢管旋转探头前进的方式,冷拔无缝钢管的长度一般在10m左右。因此必须考虑采用稳定水喷装置,如增加流量口的直径,降低流量口和钢管的高度,减少水花。目前常规的解决办法也只能这样,但解决的效果是在可以接受范围内