以下是:PE燃气管【热熔焊接PE管】定制销售售后为一体的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
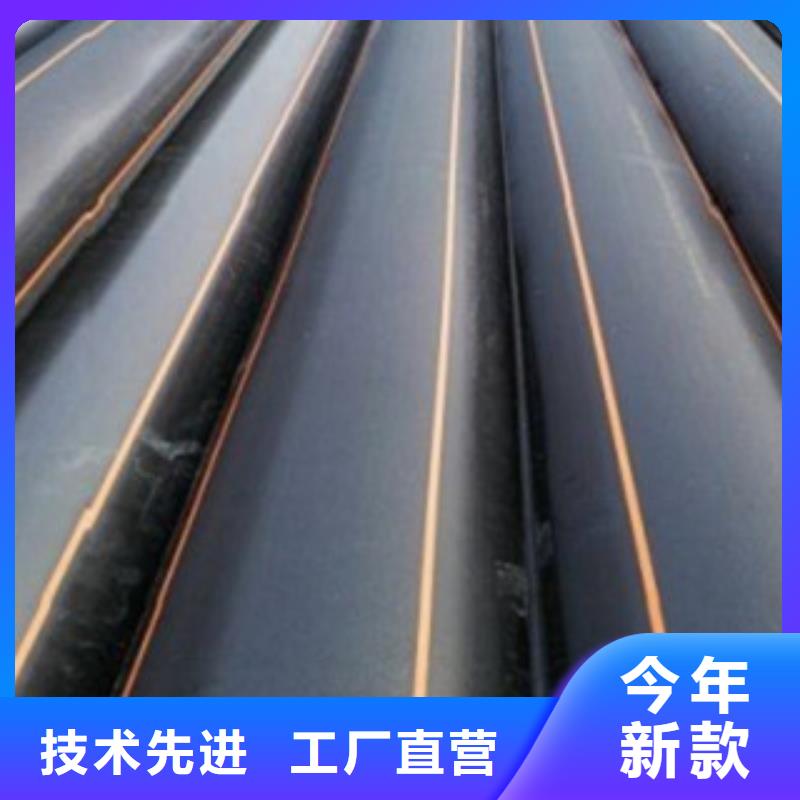
| 颜色 | 黑色橙条 |
|---|
| 口径 | 20-630 |
|---|
| 原料 | 北欧化工3490 |
|---|
| 外观 | 直管 |
|---|
| 定长 | 6/9/12 |
|---|
| 压力 | 1.0MPA |
|---|
| 连接方式 | 热熔对接 |
|---|
| 敷设方法 | 埋地 |
|---|
| 应用领域 | 燃气工程 |
|---|
| 规格 | SDR17.6/SDR11 |
|---|
在河南省开封市采买PE燃气管【热熔焊接PE管】定制销售售后为一体到润星电力管材有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王经理-15006359263,QQ:292543758,地址:《聊城塑料管材产业园发货到河南省 开封市 龙亭区、禹王台区、金明区、杞县、通许县、尉氏县、兰考县》。 河南省,开封市 开封市地处中国华中地区、河南东部、中原腹地、黄河之滨,西与郑州毗邻。开封自贸区是中国(河南)自由贸易试验区三大片区之一。中国大地方剧种豫剧发源于此,开封拥有5A、4A级旅游景区11家,全国重点文物保护单位24处27项。中国开封清明文化节、中国开封菊花文化节吸引着众多海内外游客。
我们精心制作的PE燃气管【热熔焊接PE管】定制销售售后为一体产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:PE燃气管【热熔焊接PE管】定制销售售后为一体的图文介绍

结晶态、高弹态和粘流态。聚乙烯管道就是在一定条件下,这三态相互转换来实现焊接的。聚乙烯的焊接过程:常温下聚乙烯处于结晶态,高分子链不能移动,管材之间或管材与管件之间无法实现焊接。当温度升高到熔点时,在管材或管件端面一定区域内,聚乙烯处于高弹态,在这个区域内链段能运动,但高分子整链不能运动,不能焊接。当温度升高到粘流态温度时,聚乙烯管材或管件端面一定区域内处于粘流态,即熔融层。此时熔融层内的高分子热运动能量加大,分子链间空隙体积加大,在外力地作用下,两个熔融层紧紧地挤压在一起,两个熔融层中的部分高分子整链在压力的作用下,克服分子间力和分子间相互缠结作用,打开结点,沿受力方向通过分子间的孔穴跃迁到对面的熔融层的空隙中。
并与对面熔融层中的部分高分子发生缠结作用。这样通过两个熔融层中部分高分子相互移动,使两个熔融层内的高分子很好地融合在一起。随着温度的降低熔融层逐渐转变为高弹态,并在熔点下开始重新结晶,直至常温下形成结晶态而完成焊接。温度对结晶的速度影响很大,当温度较低时,晶体形成数量多,但都很小,这时产生的焊接区域强度低。当缓慢冷却时,聚合物中的晶体既多又大,焊接区域强度大。所以为保证焊接区域强度,只能采取自然冷却的方法,而不能采取任何水冷,风冷等强制冷却手段。而管材和管件属于强制冷却,因此理论上焊接区域的强度要高于管材或管件本身的强度。外力是实现焊接的必要条件,如果没有外力,粘流态下的高分子就不能克服分子间力和分子间的相互缠结作用而进行移动。
也就无法实现焊接。电熔焊接的原理是相同的,只不过实现焊接的力是管件与管材内外表熔面熔化形成熔融层时产生的熔胀力。2.2热熔对接在操作方面的要点: ,温度,压力,时间是焊接的主要工艺参数,加热温度一般设定在190°C到230°C之间,温度过高或过低都将形成虚焊。第二,预热时压力不要过高,稍有点压力即可,如果压力设定较高,熔融层都被挤翻出来,端面没有熔融层将无法实现焊接。第三,保压阶段一定要有,而且要有一定的保压压力和保压时间。这个阶段在施工中经常会被省略,这将严重影响焊接质量。第四,冷却阶段一定要自然冷却,不能采取强制冷却手段。第五,焊口焊好后, 24小时后才能进行拖拉,如果特殊情况也要等焊口处温度完全自然冷却到室温才能进行拖拉。


在过去的几年合作中,润星电力管材有限公司由于 河南开封PE塑钢缠绕管供货及时,质量可靠,受到了各用户单位的一致好评。
未来我公司宗旨:以质量求生存,靠信誉求发展,诚信为本,创新为先,以质取胜。




作为钻孔、封堵、封盖等工序的操作平台;闸阀的启、闭用于工序问的转换;提供必需的旁路通道口。②钻孔机:由钻杆、钻筒、钻头等组成,其功能是钻孔。③封堵机:由堵杆、折叠式半圆密封件等组成。其功能是在抢修时封堵施工管段的两端。④堵头机:由操纵杆、堵头等组成。其功能是在完成抢修施工后,对钻孔处进行密封处理。通常末端带气接管,采用1台封堵装置;如果环状管网带气换管,可采用2台封堵装置;如需不问断供气,可用2台封堵装置加旁通耐压软管的方式操作。封堵装置操作步骤为:①选用合适的过渡接头、熔接鞍形管件,检漏,并将阀箱安装在管道上。②将钻孔机安装在阀箱上,按照钻杆标记对管子上部进行钻孔。③卸下钻孔机,将封堵机安装在阀箱上。
进行封堵操作。④在被隔离的PE管段施工或抢修完成后,卸下封堵机,将堵头机安装在阀箱上,在开孔处装上堵头。⑤卸下堵头机,拆除阀箱及过渡接头,旋上保护盖并检漏。上述带气开孔、封堵作业过程必须严格遵守《城镇燃气设施运行、维护和抢修技术规程》(cJJ51_2001)中有关规定,并应注意:开孔前应对焊接到管道上的管件和组装到管道上的阀门、开孔机等部件进行整体试压;撤除封堵机前,封堵头两侧应压力平衡;接管作业时应将待作业管段有效接地;每台封堵装置操作人员不得少于2人,做到互相监护等。3突发泄漏的应对措施①向社会公开燃气公司的抢险、报修,设立24h专人值守,接人员必须准确地记录故障地点、事态大小。
并要求用户在燃气公司人员到达现场前做好临时监护。②报修的值守人员要及时准确地将息汇报给值班领导,并根据事态大小,确定是否需要与消防、医院、110巡警中心建立联动。③建立巡线检漏制度,采用先进的检漏方法,做到防患于未然。巡员要十分清楚辖区内管道,尤其是控制阀门的位置,并具备紧急关阀的能力,做到在抢险工程车赶到现场之前,能快速切断气源。我公司根据几次突发的处理经验,为每个巡线工随身配备了专用的开阀工具,做到了单人能快速打开阀井盖并关闭阀门,切断气源,在后来的突发泄漏处理中发挥了显著作用。④燃气公司应配备专用的抢险工程车,应满足以下要求:材料备件、焊接机具、备用电源应随车配置;防护用品(如防护面罩)、消防器材、防爆器具等随车配备;


PE管材生产初采用的生产工艺是溶液法,20世纪60年***发了环管反应器的粒子形成工艺,并实现了工业化生产。1998年,Phillips公司环管反应器工艺生产的HDPE生产能力已经占到世界HDPE总生产能力的34%。Phillips公司生产工艺中主要使用2种不同类型的催化剂,一种是铬基催化剂,另一种是有机金属催化剂。Phillips公司研究开发生产的\"双峰\"聚乙烯树脂催化剂体系,使用的则是含铬催化剂和含钛催化剂的混合物。UCC公司在20世纪70年代引入UniPol PE生产技术,到 1998年共在20多个 使用该项技术建立生产装置。使用 UniPol工艺技术可以生产全密度聚乙烯,密度 可达到0.965g/cm3,还可以生产宽分子量分布的产品,其中生产的挤塑级管用树脂牌号主要有DHDA-4022、DHD-4865、DGDB-2480、DPDA-2077、DPDA-4865、DGDB-3055以及DGDB-4865等,它们的熔体流动指数(MI)范围均在0.2-0.5g/10min,密度范围为0.942-0.960 g/cm3。UCC公司提供的高分子量HDPE产品主要用于煤气分配管、带压水管、油气生产用管、农业灌溉管以及污水管衬里等方面。UniPol工艺使用的催化剂有钛系催化剂和铬系催化剂2大类,采用不同类型的催化剂可生产出不同牌号的产品。比较国外先进pe管材生产技术,我们 已落后西方发达 50余年,但是随着中国经济的崛起和pe管材在各个领域的应用,相,pe管材和pe管件的市场会比国外发展速度更为迅速!
从管道的颜色上区分PE80级PE管材和PE100级混配料生产的聚乙烯管材方法,采用混配料生产的聚乙烯燃气管材,国际上通常是用黄色为PE80级,橘黄色为PE100级。如果是黑色管材,带有黄色条带的为PE80级,带有橘黄色条带的为PE100级。这样标识的目的更多的是为了方便使用以及今后维修时及时判断pe管材的材料等级。SDR是标准尺寸比,即公称外径与公称壁厚的比值。SDR越大,承压能力越低;反之SDR越小,承压能力越高。聚乙烯管材管端缩口问题是聚乙烯管材生产不可避免的,这是由于聚乙烯管材的生产是采用真空定径喷淋冷却法,在生产时靠管材内部的空气压力将管坯压在定径套上,管材外部喷淋冷却水,因此,管材的冷却由我外而内。由于管材环向上存在应力,并因为管材冷却而被束付,当管端锯切后,端口应力被释放出来,造成管端缩口。生产时应尽可能控制工艺,减轻缩口程度。因为较大的缩口会影响管材的热熔对接。



今年在河南省开封市购买PE燃气管【热熔焊接PE管】定制销售售后为一体有了新选择,润星电力管材有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的PE燃气管【热熔焊接PE管】定制销售售后为一体产品。如需购买或咨询,请随时联系我们,联系人:王经理-15006359263,QQ:292543758,地址:塑料管材产业园。