| 产品参数 | |
|---|---|
| 产品价格 | 10-2000/个 |
| 发货期限 | 3天 |
| 供货总量 | 9999999 |
| 运费说明 | 电议 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品品牌 | CPZWZ |
| 产品规格 | 深沟球 |
| 发货城市 | 山东聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 支持 |
| 产品型号 | 618619606163 |
| 可售卖地 | 全国 |
| 产品颜色 | 原色 |
| 质保时间 | 一年 |
| 适用领域 | 化工,机电,装备 |
| 是否进口 | 有 |
| 质量认证 | 9c |
| 产品功率 | 无 |
| 产地 | 山东 |

1.沟道曲率半径必须满足Rimax<0.52DwRemax<0.53Dw且Rimax<Remin取单
向加公差。
2.外圈沟道直径De的名义尺寸一律加上轴承基本组径向游隙的平均值即
De=di+2Dw+UU=(Umin+Umax)/2(见附表3)以提高装配率。
Ⅱ.适用围:
1.密封深沟球和带防尘盖深沟球轴承设计纳入本设计方法.适用于
100200300系列轴承外径30~180mm的带单面或双面密封的接触式、非接
触式密封深沟球轴承和带防尘盖的深沟球轴承.
2.密封设计以外圈带密封槽、圈光挡边的接触式密封球轴承为基础非接触
式密封球轴承的代号在接触式密封球轴承代号后加:K以资区别.
例:180204表示接触式密封球轴承180204K表示非接触式密封球轴承.
海南深沟球轴承
轴承生产上常用的退火操作种类
(1)完全退火(俗称退火)主要用于亚共桥钢和合金钢的铸件、锻件及热轧型材,有的也用做焊接结构件,其目的是细化晶粒,改善组织,残余应力,降低硬度、提高塑性,改善切削加工性能,完全退火是一种时间很长的退火工艺,为了缩短其退火时间,目前常采用等温火的工艺来取代完全退火工艺,同完全退火比较,等温火的目的与完全退火相同,但它大大缩短了退火时间。
(2)球化退火主要用于过共析钢及合金工具钢(如刀具、量具、模具以及轴承等所有钢种)。其目的主要是降低硬度,改善切削加工性,并为以后淬火作好准备。
(3)去应力退火(又称低温退火)主要用来铸件、锻件及焊接件、热轧件等内应力。
(4)再结晶退火用来冷加工(冷拉、冷冲、冷轧等)产生的加工硬化。目的是内应力,提高塑性,改善组织。
(5)扩散退火主要用于合金钢,特别是合金钢的铸件和钢锭。目的是利用高温下原子具有较大的扩散能力部分信息来自互联网,力求及时、准确无误,目的在于传递更多信息,并不代表本网对其观点赞同或 对其真实性负责。海南深沟球轴承
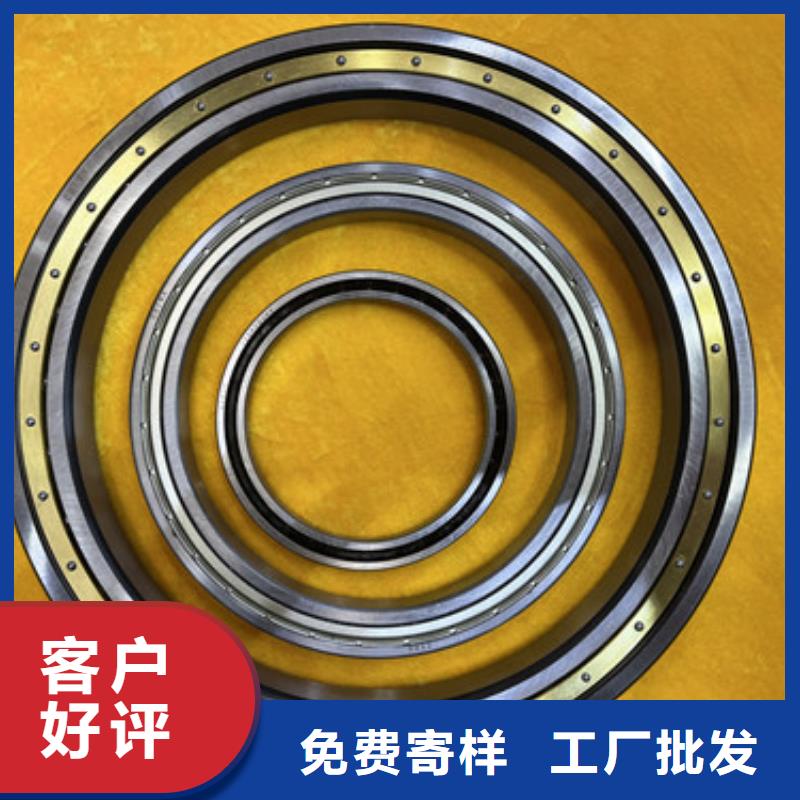
海南深沟球轴承是具有代表性的滚动轴承,主要承受径向负荷,也可承受一定量的轴向负荷。适用于高转速甚至极高转速的运行,而且非常耐用,无需经常维护。普遍应用在精密仪表、低噪音电机、汽车、摩托车及一般机械等行业,是机械工业中使用较广泛的一类轴承。
密封形式:
密封圈(RS):2RS,2RZ
防尘盖(ZZ):密封效果不如密封圈,但是承受的温度比密封圈的要高。
开式和UG结构:无密封圈、无防尘盖
深沟球轴承技术条件分析:
滚动轴承的技术条件是依据滚动轴承的制造精度而言的,主要包括各种公差等级的尺寸精度和旋转精度,以及其它技术要求,例如:硬度、游隙、旋转灵活性、振动和噪音、残磁、外观质量、标志和包装等。
尺寸精度分为:P0 P6 P5 P4 P2
径向游隙:C2 C0 C3 C4 C5
振动等级:通常用V1V2V3V4表示。
噪音等级:通常用Z1Z2Z3Z4表示。
海南深沟球轴承安装方法二:加热配合
通过加热轴承或轴承座,利用热膨胀将紧配合转变为松配合的安装方法.是一种常用和省力的 :安装方法.此法适于过盈量较大的轴承的安装,热装前把轴承或可分离型轴承的套圈放入油箱中均匀加热80-100℃,然后从油中取出尽快装到轴上,为防止冷却后内圈端面和轴肩贴合不紧,轴承冷却后可以再进行轴向紧固.
轴承外圈与轻金属制的轴承座紧配合时,采用加热轴承座 的热装方法,可以避免配合面受到擦伤。用油箱加热轴承时,在距箱底一定距离处应有一网栅,或者用钩子吊着轴承,轴承不能放到箱底上,以防沉杂质进入轴承内或不均匀的加热,油箱中必须有温度计,严格控制油温不得超过100℃,以防止发生回火效应,使套圈的硬度降低。深沟球轴承安装方法二:加热配合
通过加热轴承或轴承座,利用热膨胀将紧配合转变为松配合的安装方法.是一种常用和省力的 :安装方法.此法适于过盈量较大的轴承的安装,热装前把轴承或可分离型轴承的套圈放入油箱中均匀加热80-100℃,然后从油中取出尽快装到轴上,为防止冷却后内圈端面和轴肩贴合不紧,轴承冷却后可以再进行轴向紧固.
轴承外圈与轻金属制的轴承座紧配合时,采用加热轴承座 的热装方法,可以避免配合面受到擦伤。用油箱加热轴承时,在距箱底一定距离处应有一网栅,或者用钩子吊着轴承,轴承不能放到箱底上,以防沉杂质进入轴承内或不均匀的加热,油箱中必须有温度计,严格控制油温不得超过100℃,以防止发生回火效应,使套圈的硬度降低。