以下是:方矩管正品保障的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 品牌 | 恒永兴 |
|---|
| 规格 | 齐全 |
|---|
| 价格 | 电议 |
|---|
| 产地 | 天津 |
|---|
今年在湖南省岳阳市购买方矩管保障有了新选择,恒永兴金属材料销售
有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的方矩管保障产品。如需购买或咨询,请随时联系我们,联系人:李经理-18802286588,QQ:554918566,地址:天津北辰区双街镇京津路西(北方实业发展有限公司内)发货到湖南省 岳阳市 岳阳楼区、云溪区、君山区、湘阴县、平江县、汨罗市、临湘市。 湖南省,岳阳市 岳阳市,古称“巴陵”,又名“岳州”,湖南省辖地级市,省域副中心城市,省内第二大经济体,位于湖南省东北部,北枕长江,南纳三湘四水,怀抱洞庭,江湖交汇;截至2023年3月,全市下辖3个区、4个县、代管2个县级市,行政区域面积14858平方千米;截至2022年底,全市常住人口501.75万人。
简约而不简单,我们的方矩管保障产品视频将用直观的方式展示产品的核心价值。
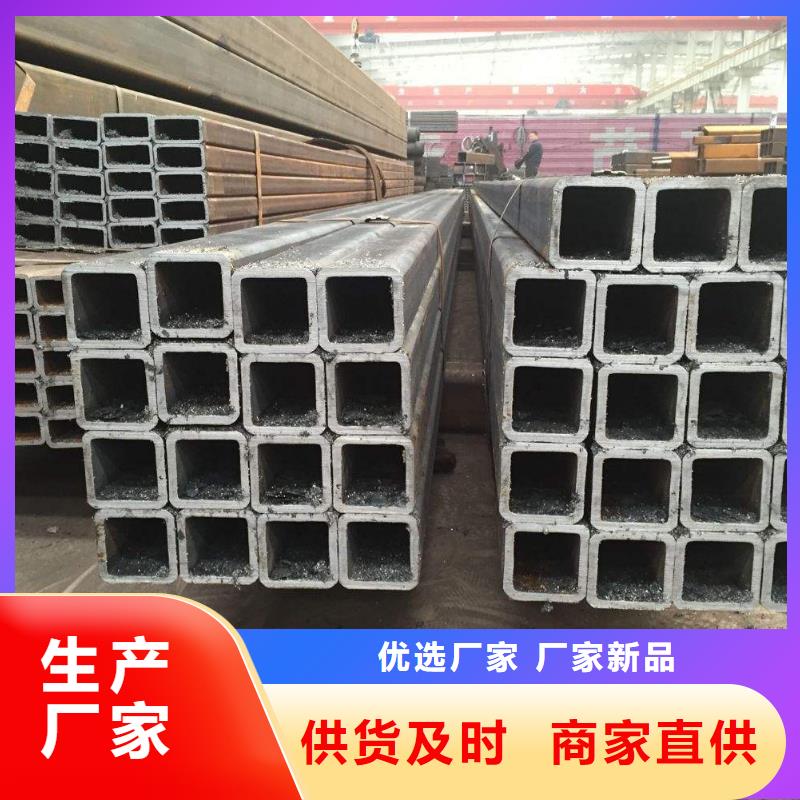
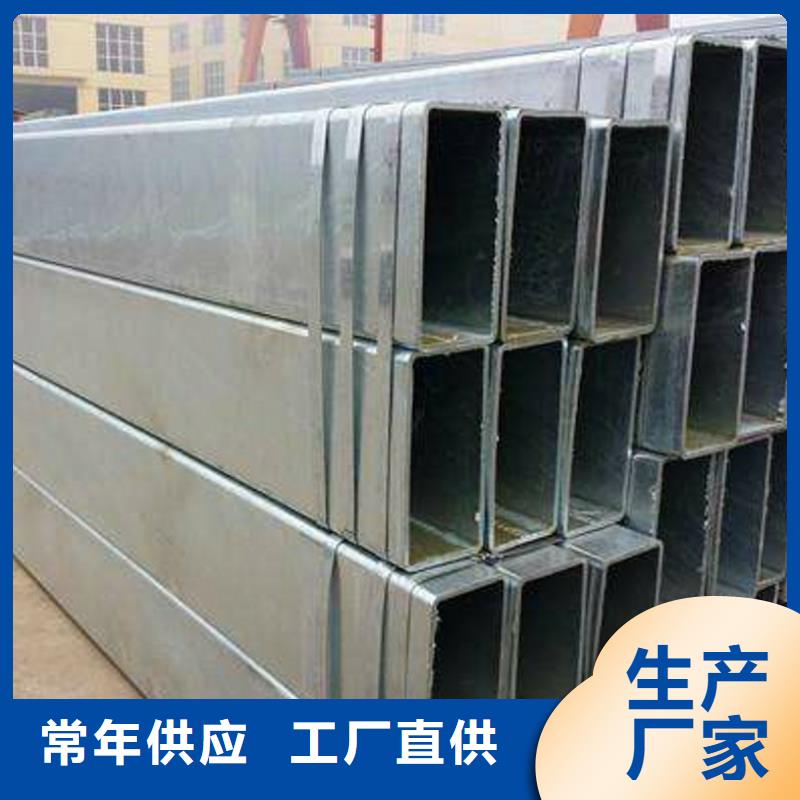
以下是:方矩管保障的图文介绍

恒永兴金属材料销售
有限公司坐落于北辰区双街镇京津路西(北方实业发展有限公司内),交通发达,物流便捷。主营产品: 湖南岳阳石油裂化管。公司秉承“诚信、优质、共赢”的经营理念,坚持用户至上、服务周全原则,用心解除客户所忧;以科技服务和优质产品服务客户;始终坚持以“想顾客之所想,急顾客之所急”的经营理念,不断前行;公司坚持技术的力量、不断创新、不断超越,与客户共成长。



很多朋友在使用方矩管时会发现,钢管的表面有出现S形弯的情况,那么引起钢管出现S形弯的原因都有哪些呢?下面小编来为大家详细的介绍下。1、方矩管穿孔管坯过长,为了顶头提高寿命,将内冷却水增大,但是毛管产生螺旋阴阳面,毛管表面红黑两种明显温度,就是产生螺旋外径大小。 在冷拔精轧机加工时,由于毛管表面温度红黑存在,钢性硬度不一致, 所在金属延伸时,产生不同步,黑色的壁厚厚,红包壁厚薄,黑色的外径小,红色的外径大。-般穿钢管下料09-1.0米,这样顶头内冷却水控制小点,有利毛管表面不容易阴阳面。2、穿孔机前台送料口(进口嘴)凄压紧,不能有摆动现象。管坯咬入后,管坯尾巴产生甩动,顶头居穿孔时,左右摇摆,产生毛管波浪高低不平,并且均匀度壁厚准,同样送料内径不太大,也会管坯尾巴产生甩动厉害,一般送料内径此管坯大15毫米, 这样管坯咬入时,管坯较为稳定。3、定心辊的调正,毛管接近 架定心辊时, 即将打开,从而毛管进入 架定心辊内, 接近定心辊及进入定心辊内,在这段时间很短的阶段,往往第二架定心将顶杆调正比较低时,毛管会产生顶头工作时不稳定(毛管接近 架定心辊时, 打开,毛管往下沉,进入定心辊内,毛管又往上升,这样一低一升,顶头这里也-低升,逐步毛管产生壁厚不均匀。4、方矩管管坯断料与锯料I者有所不同。锯料没有压扁度,穿孔咬入准,头部壁厚匀度较好,断料压扁度大,有时壁厚负差大,而且往往产生咬入不良,精钢管管坯头部从而受轧辊内冷却水及页头的冷却水冲击,毛管头部一般产生严重阴阳面,而且精轧后,头部容易开裂。5、方矩管顶头与毛管内壁间隙不能过小。过小,毛管容易产生麻花波浪高低不平,而且由于间隙较小,顶头喷水循环流动减慢,并且顶头损坏较快,一般40-6坯,顶头直径不小于毛管内径5-6毫米,有时顶头使用大-点,毛管外径可以适当大一点。



方矩管在退火时有时会出现局部波浪形的情况,为了避免这种情况的发生,我们在生产这种钢管时哪些地方是需要注意的?接下来小编来为大家介绍下。1.通过增加控冷风机的输出量,通过增加快冷风机的输出功率来进行调整。2.在异型管生产过程中,通过高低牌号调整和炉内气氛控制减少结瘤磨辊的时间,从而减少碳套辊的整体磨损。如果此时还出现碳套辊整体磨损边浪,则是碳套辊超期服役造成的。3.为两侧边浪,减少异型管带钢边部氮气通入量,增加二肋氮气通入量,将控冷挡板的比例由原来的2-5-9-5-2调整为1-6-9-6-1。4.正常情况下,连退炉内带钢张力根据带钢规格计算设定,原则是保证带钢的稳定运行。张力过小,影响纠偏辊的纠偏能力,不能保证带钢在炉内中间运行的轨迹,使带钢在炉内跑偏,严重时造成刮边。来料出现不平度为1.5%的浪形时,炉内张力应适当调低。5.生产中要使炉子两侧烧嘴燃烧的数量一致且分布对称,根据仪表显示和火焰颜色调整燃烧状态,使异型管带钢在无氧化炉内加热均匀,以防止产生加热浪形。6.碳套的使用周期根据生产规格和牌号可以有一定区别,生产牌号越高,碳套使用周期越短;生产规格越窄,碳套使用周期越短。建议中低牌号连退退火机组碳套使用周期为4-6个月。7.保证碳套辊与异型管钢带的同步性。在设定炉辊速度时,要考虑带钢的热膨胀,根据对应炉段的不同温度进行炉辊的速度补偿,使每根炉辊的速度都和相应的带钢速度一致,以减少炉辊和带钢速度不同步造成的炉底辊磨损。


在方矩管的热处理过程中,淬火过程产生的废品率往往较高,这主要是由于淬火过程中形成较大的热应力和组织应力所致。此外,由于方矩管固有的冶金缺陷、选材不当、材质错误、设计中的结构工艺差、冷热加工过程中形成的缺陷等,容易在调质过程中产生。因此对零部件淬火、回火后的缺陷必须进行系统的分析和研究。1.淬火变形与淬火裂纹,在实际生产中,应该根据淬火变形与淬火裂纹的形成原因采取有效的措施。(1)方矩管热处理尽量做到均匀加热及正确加热,工件形状复杂或截面尺寸相差悬殊时,常因加热不均匀而变形。为此,工件在装炉前,对不需淬硬的孔及截面突变处,应采用石棉绳堵塞或绑扎等办法,以改善其受热条件,对一些薄壁圆环等易变形零件,可设计特定淬火夹具。这些措施既有利于加热均匀,又有利于冷却均匀。工件在炉内加热时,应均匀放置,防止单面受热,应放平,避免工件在髙温塑性状态因自重而变形。对细长零件及袖类零件尽量采用井式炉或盐炉垂直悬挂加热。限制或降低加热速度,可减少工件截面温差,使加热均匀。因此对大型锻模、髙速钢及高合金钢工件,以及形状复杂、厚薄不匀、要求变形小的零件,一般都采用预热加热或限制加热速度的措施。合理选择淬火加热温度,也是减少或防止变形、开裂的关键。选择下限淬火温度,减少工件与淬火介质的温差,可以降低淬火冷却高温阶段的冷却速度,从而可以减少淬火冷却时的热应力。另外,也可防止晶粒粗大。这样可以防止变形开裂。有时为了调节淬火前后的体积变形量,也可适当提高淬火加热温度。例如CrWMn、Cr12Mo等高碳合金钢,常利用调整加热温度,改变其马氏体转变点以改变残余奥氏体含量,以调节零件的体积变形。(2)正确选择冷却方法和冷却介质的基本原则,尽可能采用预冷,即在工件淬入淬火介质前,尽可能缓慢地冷却至Ar附近,以减少工件内温差。?在保证满足淬硬层深度及硬度要求的前提下,尽可能采用冷却缓馒的淬火介质。尽可能减慢在Ms点以下的冷却速度。合理地选择和采用分级或等温淬火工艺。(3)正确选择淬火工件浸入淬火介质的方式和运行方向的基本原则,淬火时应尽量保证能得到均匀的冷却。?以小阻力方向淬入。大批量方矩管生产的薄画环类零件、薄板形零件、形状复杂的凸 和圆锥齿轮等,在自由冷却时,很难保证尺寸精度的要求。为此,可以采取压床淬火,即将零件置于专用的压床模具中,再加上一定的压力后进行冷却〈喷油或喷水)由于零件的形状和尺寸受模具的限制,因而可能使零件的变形限制在规定的范围之内。进行及时、正确的回火在生产中,有相当一部分工件,并非在淬火时开裂,而是由于淬火后未及时回火而开裂。这是因为在淬火停留过程中,存在于工件内的细裂缝在很大的淬火应力作用下,融合、扩展,以至其尺寸达到断裂临界裂缝尺寸,从而发生延时断裂。实践证明,淬火不冷到底并及时回火,是防止开裂的有效措施。对于形状复杂的高碳钢和高碳合金钢,淬火后及时回火尤为重要。精密光亮管的扭曲变形可以通过矫直来校正,但必须在工件塑性允许的范围之内。有时也可利用回火加热时用特定的校正夹具进行校正。对体积变形有时也可通过补充的研磨加工来修正,但这仅限于孔、槽尺寸缩小,外圃增大等情况。淬火体积变形往往是不可避免的。但只要通过实验,掌握其变形规律,则可根据其胀缩量,在淬火前成形加工时,适当加以修正,就可在淬火后得到合乎要求的几何尺寸。工件一旦出现淬火裂纹,则报废。

联系人:李经理,电话:18802286588,恒永兴金属材料销售
有限公司在湖南省岳阳市本地专业从事方矩管保障,湖南省岳阳市各个县市以及周边城市均可提供送货上门服务!