| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 89562200 |
| 运费说明 | 3 |
| 材质 | 不锈钢 |
| 产地 | 山东聊城 |
| 规格 | 201 304 |
| 品牌 | 聊城正久 |
| 是否定制 | 是 |
| 表面处理 | 喷塑 抛光 拉丝 |
| 适用范围 | 桥梁 河道 高铁 人行横道 |
| 加工方式 | 来图来样加工 |
鑫隆昌金属材料有限公司一直追求专业化发展道路,始终秉持“质量保证,客户至上,开拓 创新求发展”的运营方针,通过持续不断改进,用我们的专业化服务帮助 河北邯郸灯箱护栏客户创造更高的价值。



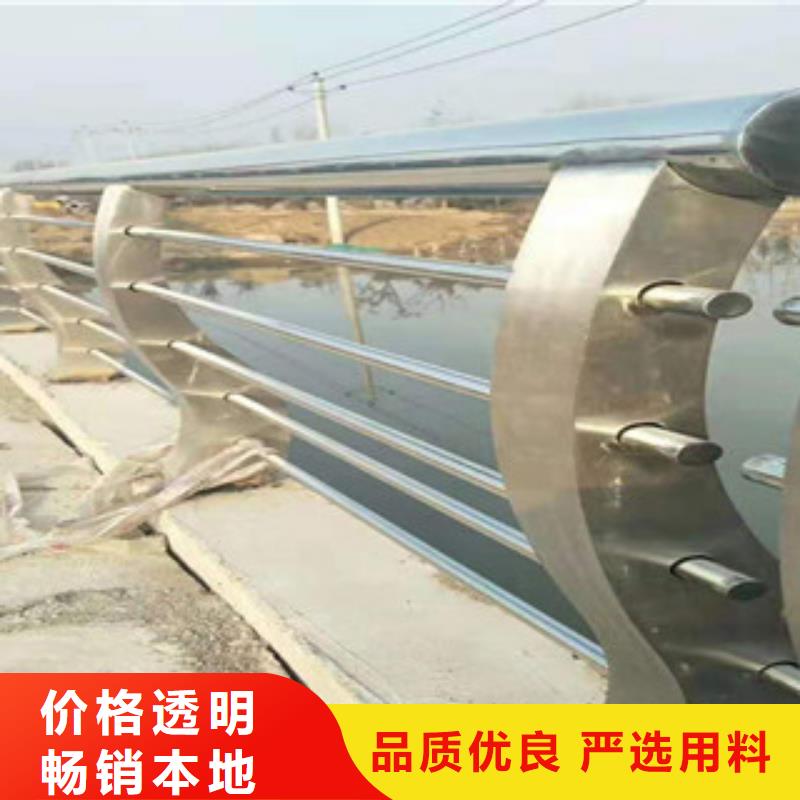
不锈钢复合管护栏是不锈钢产品中的重要地一种,常见的类型和型号都是比较多的。在所有的这些程序中对于安装都是比较重要的,尤其是技术上要不断地进行,能够支撑未来的保证,能够平安和地进行使用,保证不锈钢复合管护栏的和平稳地进行运行,实现更多地效率,更大地性能。因此在不锈钢复合管护栏安装的过程中要注意的问题是非常多的,常见的注意的事项有哪些呢? 在安装的时候一定要注意检查它的厚度,不要被别人坑了。另外立管的壁厚应该在0.7mm以上,因为立管安装的时候比较复杂,因此比主管薄一些是正常现象,但是低于0.7就 不行了。如果不锈钢复合管护栏上面生锈了,这时候不能用砂纸去把锈迹打磨掉。这样不但会损坏不锈钢的外观,而且还会破坏不锈钢表面的保护膜,那么将来就会生更多的锈了。正确的方法是到不锈钢市场去买光洁水,或者跟商家讲专门用来出不锈钢锈的他们就会知道了。如果你想彻底的杜绝锈迹,在上面来一遍抛光蜡效果就更好了。






由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。 复层的焊接 打 底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。



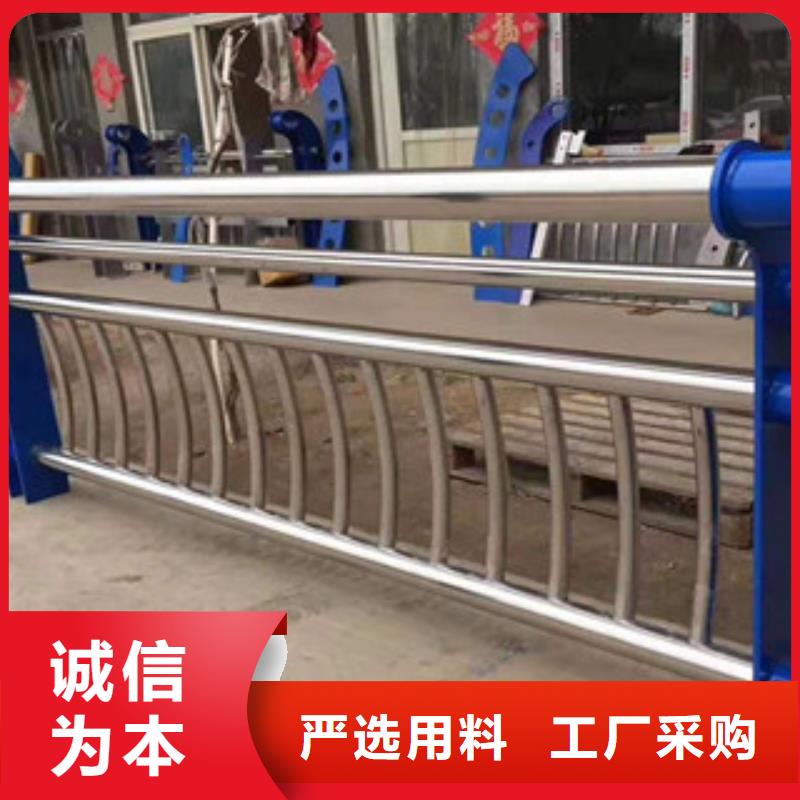
不锈钢桥梁护栏要承担的重量就要从以上的几个方面进行详细了解,对于不锈钢桥梁护栏的重量您还有什么其他的问题的话请和我们的厂家进行详细了解吧!不锈钢复合管护栏是我们常见的一种重要的不锈钢产品,它的硬度是比较大的,也是属于不锈钢产品的一种。随着我国的基础建设的不断地发展,不锈钢复合管护栏的应用和范围也是不断地进行的,也是比较广泛的。但是在不锈钢复合管护栏的处理的过程中会用到喷漆的,喷漆使得不锈钢复合管护栏的效果和性能更加好。对于喷漆的处理的方式是这样进行规定的:一般型材的不锈钢复合管护栏表面是光亮的,不容易上漆,即使上了,也很容易花掉。需要做以下处理: 1.要将不锈钢表面拉毛,用钢丝刷或者沙皮讲表面拉毛。 2.要进行清洗,清洗用的药业,有专门的化学产品,也可以酸洗,如果数量不多可以用常规清洗法清洗。 3.上漆货喷塑,建议采用喷塑,因为喷漆的话,如果调制的不够浓稠,就会有流淌现象,如果调的太浓稠,会掉漆和喷洒不匀,喷塑的话就能规避该类问题。 4.烤漆,就是讲喷好的构建放入烤漆房,进行一定时间的烘烤,温度不能过高,时间不能过久,也不能过低过早。